Rogue_Machinist
Hot Rolled
- Joined
- Jul 26, 2011
- Location
- Oregon, USA
So I recently posted about my one machine not being able to use g76 but able to use g32. However I found the users manual and it can accept the g76. But the program runs on that machine very poorly. Bascially making the first thread pass at what seems like .020".
I didnt write this because I dont like cutting NPT threads but this is what is in a newer machine and it runs like a champ.
N200(THREAD TOOL)
G00 G97 X10. Z10. S250 T0404 M03
X1.5 Z1.
G01 X1.315 Z.2 F.125 M08
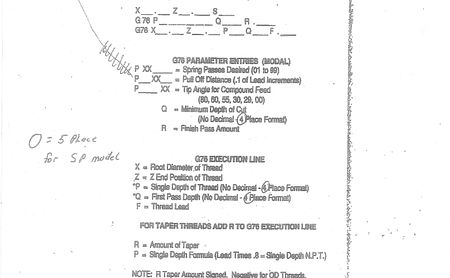
G76 P020260 Q0020 R0005
G76 X1.1756 Z-.9845 P0348 Q0050 R-.0305 F.086
Z.5
M09
G00 X10. Z10.
T0400
M30
This is not a production shop so the program isnt written for speed its written for a few parts here and there. Any input would be good. As I said this runs fine on our newer Doosan Machine same tooling. But our older machine doesnt like it.
Oh and this is for a 1" NPT. Thanks
I didnt write this because I dont like cutting NPT threads but this is what is in a newer machine and it runs like a champ.
N200(THREAD TOOL)
G00 G97 X10. Z10. S250 T0404 M03
X1.5 Z1.
G01 X1.315 Z.2 F.125 M08
G76 P020260 Q0020 R0005
G76 X1.1756 Z-.9845 P0348 Q0050 R-.0305 F.086
Z.5
M09
G00 X10. Z10.
T0400
M30
This is not a production shop so the program isnt written for speed its written for a few parts here and there. Any input would be good. As I said this runs fine on our newer Doosan Machine same tooling. But our older machine doesnt like it.
Oh and this is for a 1" NPT. Thanks