Richard King
Diamond
- Joined
- Jul 12, 2005
- Location
- Cottage Grove, MN 55016
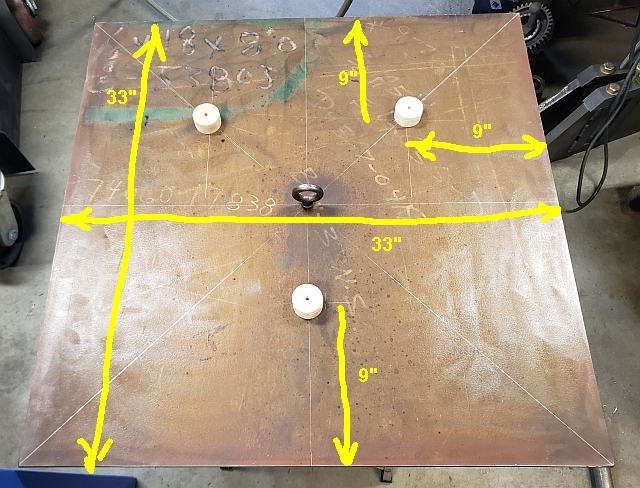
Many rookie scrapers never use a 3 Points while scraping machine parts. They forget how cast iron bends due to its own weight and gravity. They take a mill table off and lay it on a work bench upside down - T-slots down and start to scrape the table flats. They will blue up on the ends, they scrape it and when they match fir it to the saddle it never fits right. Because they didn't put the table on 3 points before they scraped it. Have you ever wondered why Granite surface plates set on 3 points? Or why a Moore jig Bore sets on 3 points?
Why a Monarch EE lathe sets on 3 points ? It's so they take the chance of twisting out of the picture. For those who want a "paper on this" they can look up The Kinematic Mount Principal. My friend Professor Alex Slocum of MIT has written books on it. It is a Lost Art. I am sure the old timers who were trained machinists use it when they mill or grind parts up and block around them when the part is not flat. They set it on 3 points to "eliminate a twist" that can be created when a crocked part is clamped or magnetic chucked down it bends down and you mill or grind it. It is milled or ground and when it is released it bends back to where it was, bent. If it is milled or ground when on 3 points and not clamped it doesn't bend and comes out flat. This is what I do when I scrape parts.
Why a Monarch EE lathe sets on 3 points ? It's so they take the chance of twisting out of the picture. For those who want a "paper on this" they can look up The Kinematic Mount Principal. My friend Professor Alex Slocum of MIT has written books on it. It is a Lost Art. I am sure the old timers who were trained machinists use it when they mill or grind parts up and block around them when the part is not flat. They set it on 3 points to "eliminate a twist" that can be created when a crocked part is clamped or magnetic chucked down it bends down and you mill or grind it. It is milled or ground and when it is released it bends back to where it was, bent. If it is milled or ground when on 3 points and not clamped it doesn't bend and comes out flat. This is what I do when I scrape parts.