Fixing the Leadscrew Reverse
After almost a year of thinking I had all the problems with lathe taken care of, a new one cropped up last week.
As is my habit with the CK and CY, the only way to reverse the feed and leadscrew is to shift the lever on the right side of the apron, I employed that method last week on the SE 60, for a facing operation. Much to my surprise, all I got was the dog clutch clicking, but not engaging. Completely forgot about the push-pull reverse knob lower down on the apron, until after I finished the facing. In between jobs, I investigated the problem, and Saturday morning I got into it. Pulled the covers on top of the gearbox and the lower headstock cover with the speed chart to expose the "external" parts. Couldn't get the reverse function to not work. I did find a spongy gear segment by forcing further movement and the small bevel gear not moving in relationship, it's pinned the same shaft. The big question, is how to get the gear segment and shaft out without taking the whole gearbox off. Save that problem for Monday.
Finally got back to the lathe yesterday afternoon, and figured out how to get the segment out without to much trouble. Take the snap ring off the top of the shaft over the smalll bevel gear, and get the taper pin out of the bevel gear, which is a lot easier said than done, and co-erse the shaft straight down into the gearbox, and hopefully not drop it, again a lot easier said than done. Finally teased it out. I was expecting to find a loose taper pin, pinning the segment to the shaft, but found a Woodruff ket and a set screw. There was a bit of movement, but not enough to account for what I saw earlier. Looked at the taper pin hole in the bevel gear, and it was oval, an ah-ha moment. Ream the taper pin hole in the gear and shaft to a larger size, for a properly fitted taper pin, and while I was at it, add a taper pin to the gear segment on the bottom, to really get this assembly nice and tight. Reassembled the gear segment in the gearbox, and the reverse shaft and gave it a test run. I still got the problem. I could force the gear segment a bit further, and the reverse function would work, but I'm not about to stand there with a screwdriver and the gearbox top off, while trying to run the lathe. Obviously, I'm missing something here.
Thought about for awhile, and decided to check the reverse gearing inside the headstock, to see if the shifter shoes were excessively worn.
Off came the headstock cover, with the forklift's help, and all was good inside. So what could it be? I did find the limits of the segment's travel, by looking at the dog teeth engagement inside. Tried different positioning of the detent bracket, and of the circular gear rack engaging the gear segment, and several other ideas, all to no avail. The only conclusion I could come to, was that the worm was a bit to long on one end, it's travel is limited by either the dog clutch inside the headstock, or the sides of the gearbox, and I couldn't tell which one it was, as I had already reinstalled the headstock cover. I opted to shorten the worm 1/16" on each end, and hope it works. It did, I can't force the gear segment in either direction.
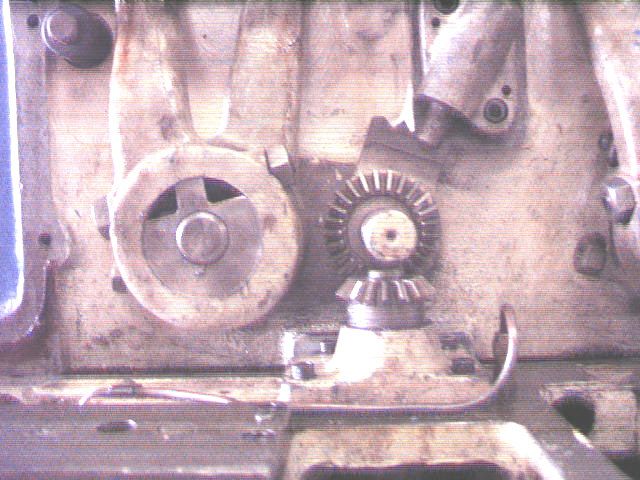
The bevel gear and detent for the leadscrew reverse. The center detent is neutral, the right detent is for left hand threads, and the plunger is not fully seated in the detent, and the left detent is for right hand threads.
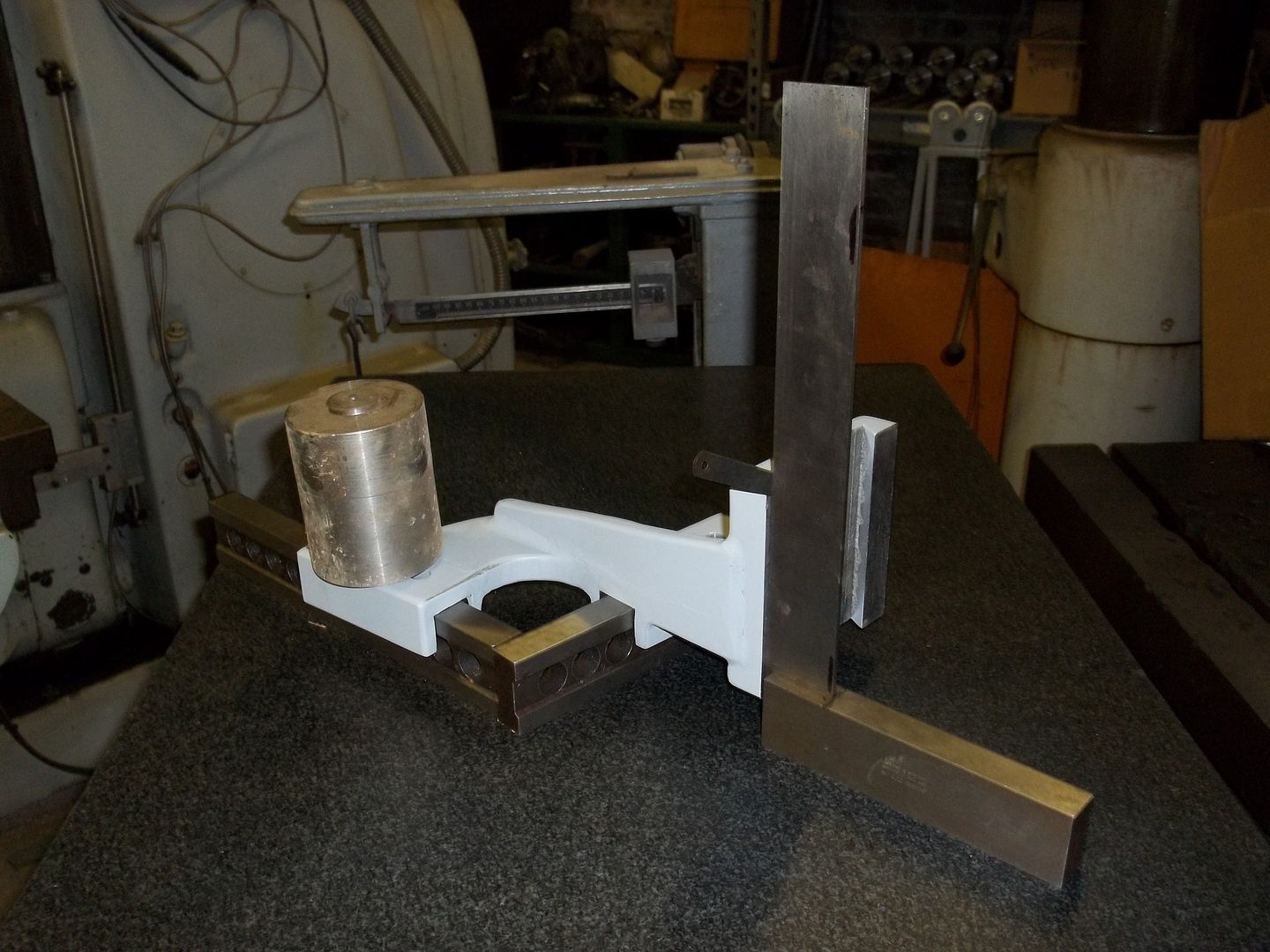
The ball driver is on the gear segment, that is compounded to the small bevel gear in the previous picture. The circular rack is pinned the reverse shaft, and on the left is the nut block, in which is the 4 start worm pinned to the shaft. In case you are wondering, when the reverse shaft is in neutral the worm can be freed from the reverse shaft by unscrewing the threaded dowel and teasing it out.
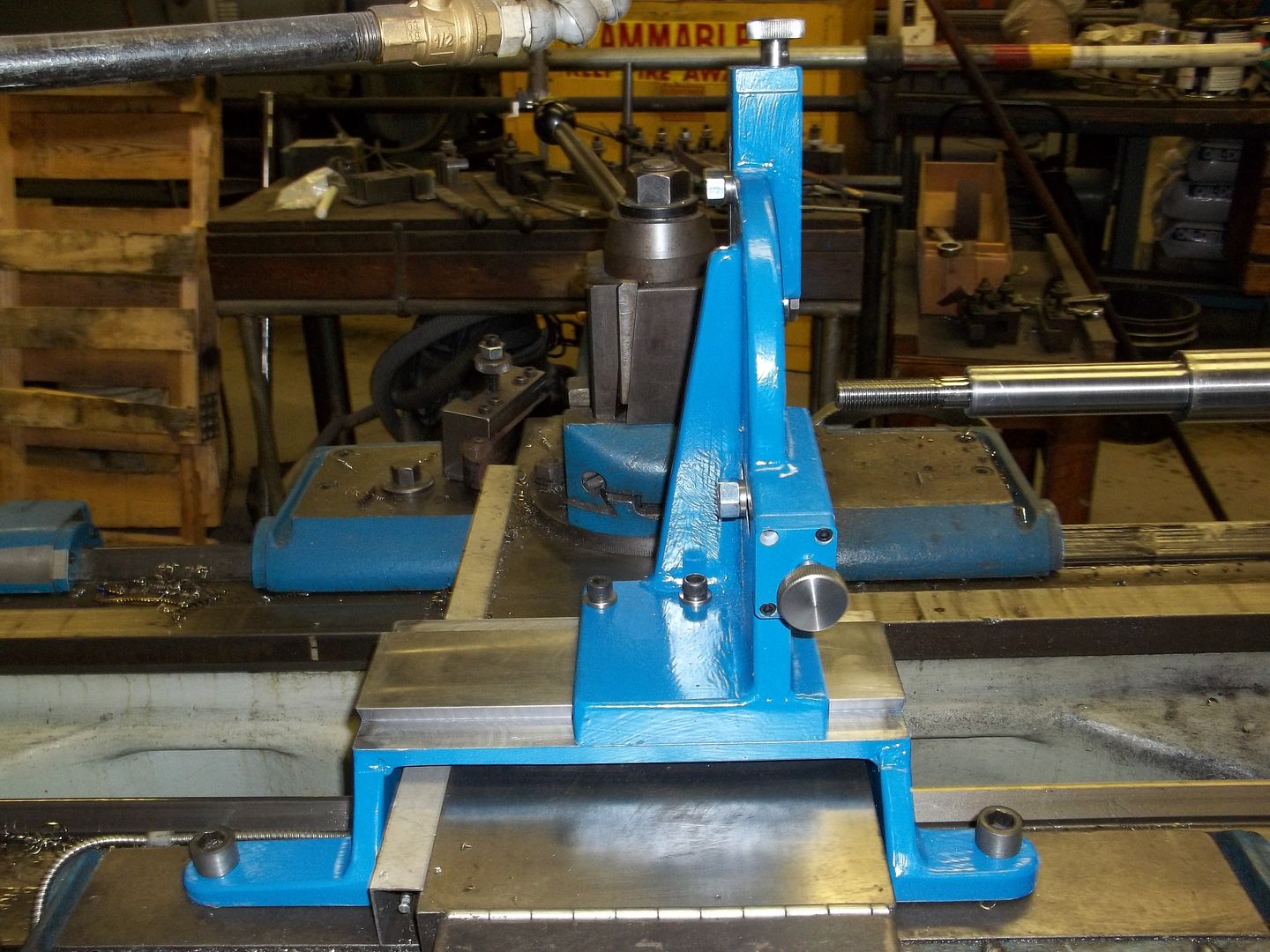
The gear segment and the bevel gear. The taper pin on the table is for the bevel gear.
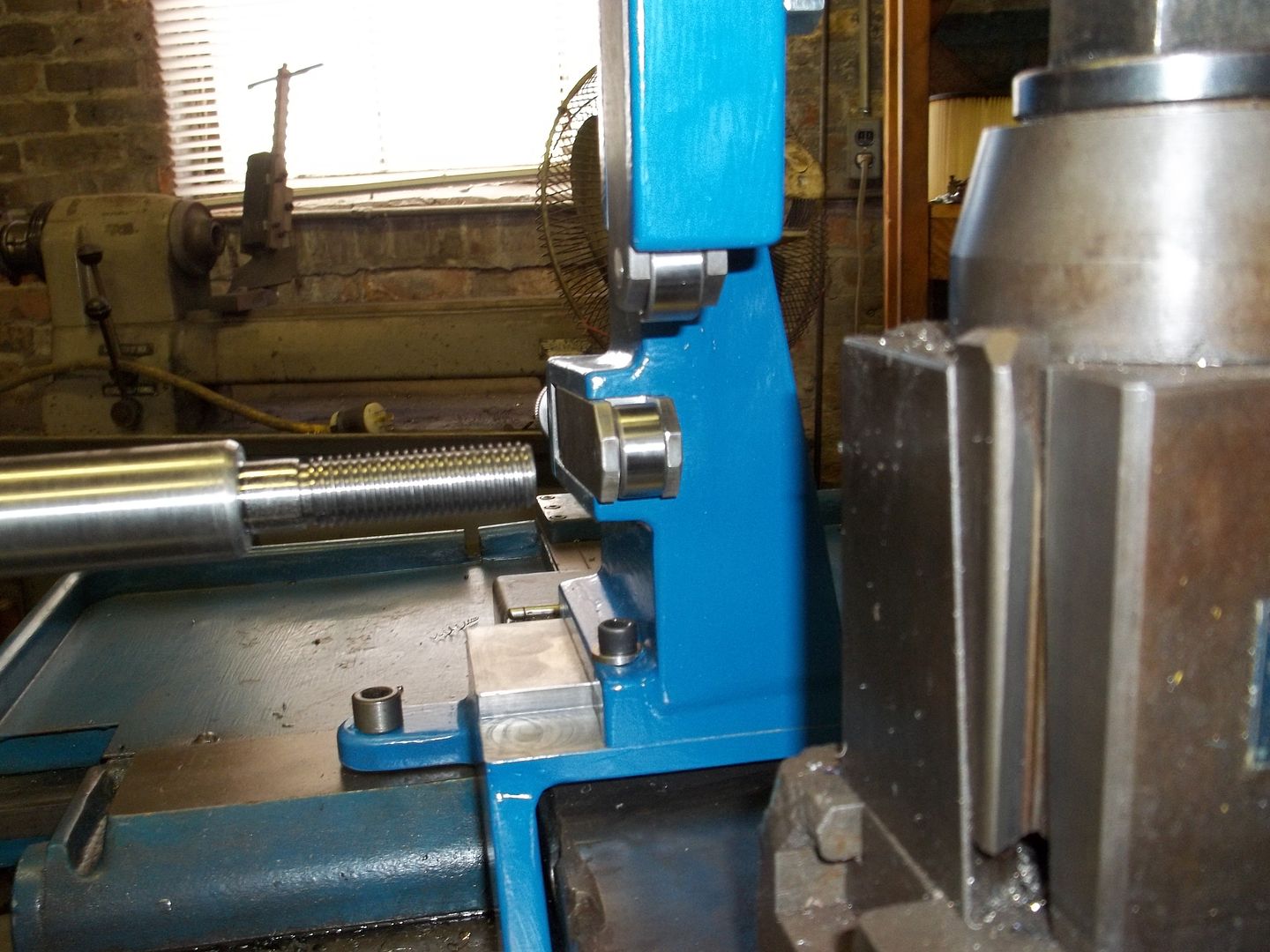
The nut block and 4 start worm. You can see the pin hole for attaching the worm to the reverse shaft. In this picture, the worm has alredy been shortened. The worm gives axial movement to the reverse shaft.
Harry