Hi all, can't seem to find the answer I need, so here goes...
What would be the easiest and fairly accurate way to extend some tube stock out of a 3 jaw chuck to a repeated length? Basically for production cutting.
You know, like:
-Feed long tube stock through spindle to protrude from chuck to preset length (~.010 slop is ok on this)
-Tighten chuck
-Cut off piece with parting blade
-Loosen chuck, feed tube again, etc. etc.
I'm assuming any type of fixed stop is dangerous that remains in any (even light) contact (or close proximity for that matter) with the end of the soon-to-be-cut-off piece, since when the piece finally drops, it can catch on who knows what.
Also, it seems like a lever type 5c closer would speed this same process up dramatically?
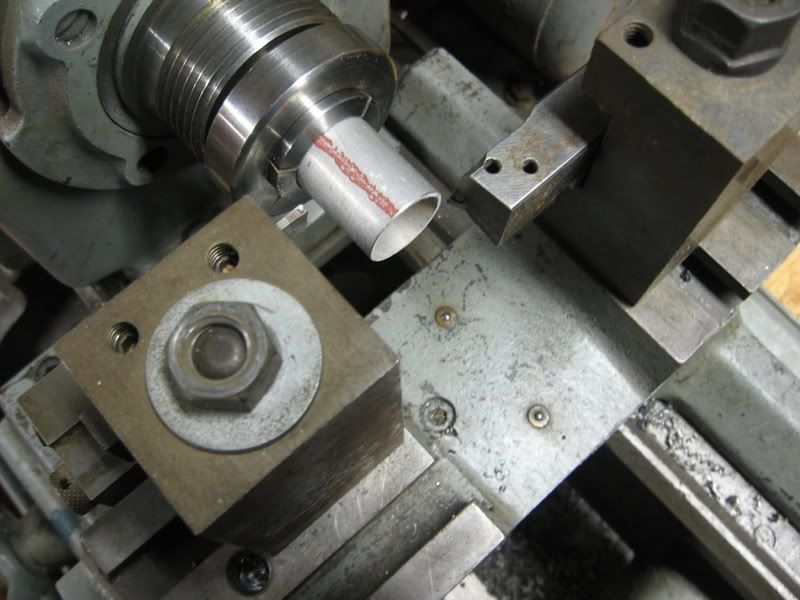
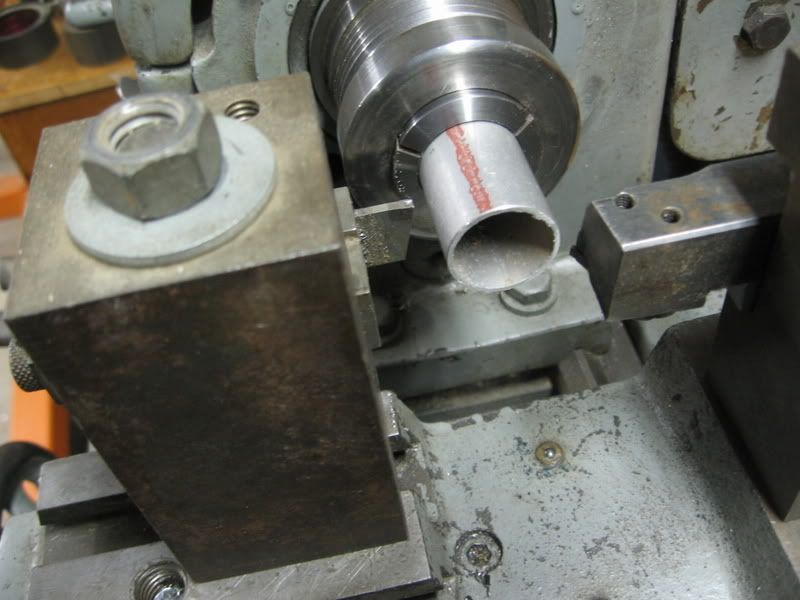
Someone had showed me a 16 ga piece of scrap 2"x8" with a 1/4" strip removed for around 6" of the length as a good, quick gauge to use as a measurement from the chuck face.
Sort of like this
______________________
|_____________________|
|_____________________|
________________|_____|
Obviously this particular piece would be to space the tube 6" from the chuck face surface.
Any other good ideas?
Pictures of course are welcomed")
Thanks in advance!
What would be the easiest and fairly accurate way to extend some tube stock out of a 3 jaw chuck to a repeated length? Basically for production cutting.
You know, like:
-Feed long tube stock through spindle to protrude from chuck to preset length (~.010 slop is ok on this)
-Tighten chuck
-Cut off piece with parting blade
-Loosen chuck, feed tube again, etc. etc.
I'm assuming any type of fixed stop is dangerous that remains in any (even light) contact (or close proximity for that matter) with the end of the soon-to-be-cut-off piece, since when the piece finally drops, it can catch on who knows what.
Also, it seems like a lever type 5c closer would speed this same process up dramatically?
Someone had showed me a 16 ga piece of scrap 2"x8" with a 1/4" strip removed for around 6" of the length as a good, quick gauge to use as a measurement from the chuck face.
Sort of like this
______________________
|_____________________|
|_____________________|
________________|_____|
Obviously this particular piece would be to space the tube 6" from the chuck face surface.
Any other good ideas?
Pictures of course are welcomed
Thanks in advance!