Machinery_E
Titanium
- Joined
- Aug 19, 2004
- Location
- Ohio, USA
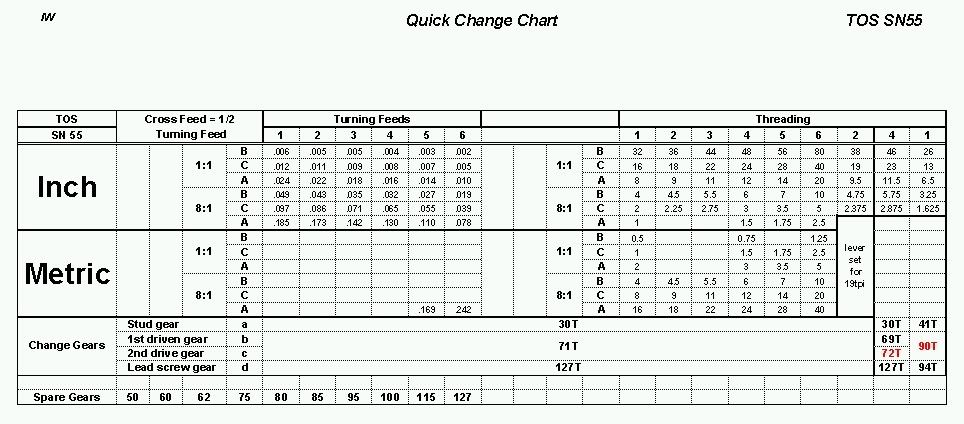
We have a IMCO Lathe that appears to have been made by Tos-Trencin, according to the tag on it.
What I am trying to find out about it is:
How do you set it up to cut threads, (I am especially interested if it can be used for metric threading), as it does not have a tag on it that most lathes do that shows what position the levers must be in to cut different threads.
For service, (such as getting a manual for it), who would you contact here in the US?
Numbers off of it are:
TY SN55 NO 05530772
I think it is a 24" X 120" machine. Also would be curious as when it was made-our serial number reference handbook does not have it in there.
Thanks in advance for you help!
Eric
What I am trying to find out about it is:
How do you set it up to cut threads, (I am especially interested if it can be used for metric threading), as it does not have a tag on it that most lathes do that shows what position the levers must be in to cut different threads.
For service, (such as getting a manual for it), who would you contact here in the US?
Numbers off of it are:
TY SN55 NO 05530772
I think it is a 24" X 120" machine. Also would be curious as when it was made-our serial number reference handbook does not have it in there.
Thanks in advance for you help!
Eric