Mark Soderquist
Plastic
- Joined
- Feb 24, 2022
Hello Practical Machinist Experts.
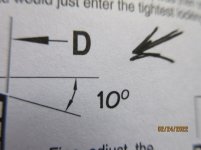
I am brand new to hobby machining.I have a hobby vertical mill and have been experimenting with a project.I have not been able to find the cutter I think I need to do this operation. The closest I have come is the cutter in the picture.
I altered it with a large drill and a bench grinder. Not precision work but I had to start somewhere. I need a 10 degree angle on the cutting surface as shown. With the cutter I altered, I was able to make some experimental cuts in aluminum stock but my alterations dull the cutter, rounds the cutting face and the angle is not perfect. The actual operation will be on steel so I would like to buy some cutters made correctly like this. Any ideas?

I am brand new to hobby machining.I have a hobby vertical mill and have been experimenting with a project.I have not been able to find the cutter I think I need to do this operation. The closest I have come is the cutter in the picture.
I altered it with a large drill and a bench grinder. Not precision work but I had to start somewhere. I need a 10 degree angle on the cutting surface as shown. With the cutter I altered, I was able to make some experimental cuts in aluminum stock but my alterations dull the cutter, rounds the cutting face and the angle is not perfect. The actual operation will be on steel so I would like to buy some cutters made correctly like this. Any ideas?