Information from a different post, stated to be about the same plane:
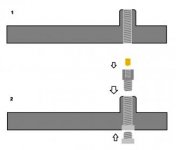
They did this to accommodate a larger threaded knob.
I have. Actually funny enough cannonmn and I are talking about the same piece. We have gotten advice to ream the hole and create a plug for it.
FWIW, my advice did not anticipate the added information here, that the plug will be threaded to take a tote stud. (I thought it was the typical hang hole) Hence it will have some rocking forces applied to it. As a shelf sitter, it would probably still work fine. I would double down on the taper pin ream from each side meeting in the middle. However, i begin to wonder given the stress in this area and the potential pitfalls "why bother"?
Nor did it really understand that this was for a "customer".
If the existing threads are clean, and you thread a smooth, snug fitting ductile insert, my guess is you can burnish out to mostly disappear the threads. It is tough with a threaded insert, because there is always a place on the thread ramp, where the material of either the substrate, or the plug, is -0- and will flake, or leave a slightly extended arc'd divot. I'm also starting to wonder if someone willing to pay shop rates to a couple machinists to do the work, is trying eventually to establish a much higher value to the plane.
If it's a 602C, i sort of doubt the delta is significant between as is and (bogus?) pristine. They are scarce enough someone will buy it for not much discount.
If it's a #2C, the difference is wider, but on a much smaller number, so is it better than a wash after paying for labor?
")