Isak Andersson
Aluminum
- Joined
- Nov 3, 2021
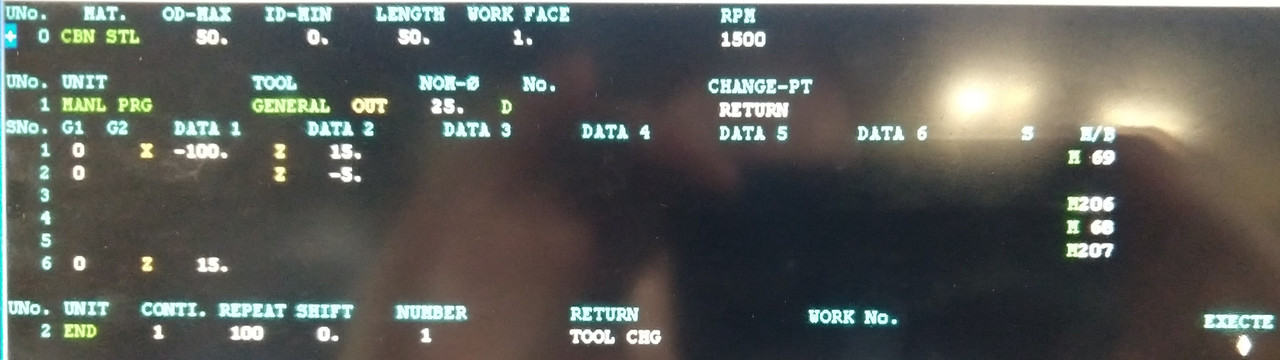
Hello. We have a Multifeed MX-1B with our QT Nexus 250-II MS. I've managed to manually move the pushrod, cross slide, etc. The bar feeder itself seems fine.
The thing is when I call the bar feeder with either an M68 or M69, nothing happens. The machine just waits forever.
When I try to open the chuck with an M206, it waits for about 20 seconds and then errors out with 282 Chuck Clamp Exceed Time.
It's in auto mode and the auto rdy led is green. What am I missing?
The thing is when I call the bar feeder with either an M68 or M69, nothing happens. The machine just waits forever.
When I try to open the chuck with an M206, it waits for about 20 seconds and then errors out with 282 Chuck Clamp Exceed Time.
It's in auto mode and the auto rdy led is green. What am I missing?
