Isak Andersson
Aluminum
- Joined
- Nov 3, 2021
Hi guys. Sorry for the little pun there in the title but this is something that has been bothering me since we first got our first Mazak machine. How are the chuck sensors actually supposed to work? It seems no matter how I place the sensors I'm either getting some kind of error or I'm getting reduced travel of the chuck which isn't good either. I mean, even the Mazak tech guy couldn't get the sensors right.
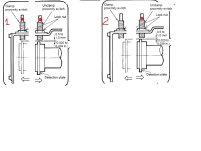
So from what I understand both sensors should be on when the chuck is clamped right? One is on and the other is off when the chuck is open and vice versa in the end position, correct? But how do I know which one is the "open" sensor and which one is the "closed" sensor?
These are the errors I'm getting:
One sensor is off in the end position: 215 Chuck System Malfunction
Both sensors are off in any position: 224 Chuck Sensor Malfunction
Error 224 makes sense to me as both sensors should never be off at the same time but what's up with error 215? Why is it considered an error for the chuck to reach its endpoint? Is there a parameter maybe that can change this behavior? The reason I'm asking is that I need a way to monitor the chuck position in a macro program, but if the machine alarms out I can't do this, obviously. There has to be a way right?
BTW. When I say off I mean that the lights are off on the sensors. Maybe this is actually considered to be on, though, by the controller. I wouldn't know which.
So from what I understand both sensors should be on when the chuck is clamped right? One is on and the other is off when the chuck is open and vice versa in the end position, correct? But how do I know which one is the "open" sensor and which one is the "closed" sensor?
These are the errors I'm getting:
One sensor is off in the end position: 215 Chuck System Malfunction
Both sensors are off in any position: 224 Chuck Sensor Malfunction
Error 224 makes sense to me as both sensors should never be off at the same time but what's up with error 215? Why is it considered an error for the chuck to reach its endpoint? Is there a parameter maybe that can change this behavior? The reason I'm asking is that I need a way to monitor the chuck position in a macro program, but if the machine alarms out I can't do this, obviously. There has to be a way right?
BTW. When I say off I mean that the lights are off on the sensors. Maybe this is actually considered to be on, though, by the controller. I wouldn't know which.
Last edited:
")
")