amchristophe
Plastic
- Joined
- Jul 5, 2022
Hello,
I'm new to 3D printing, and having issues with a newly assembled Prusa MK3s+ printer.
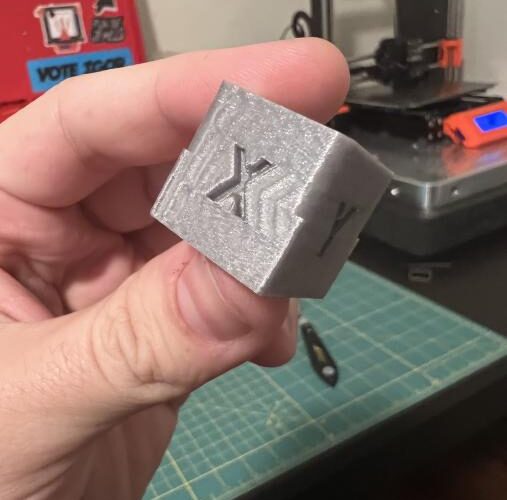
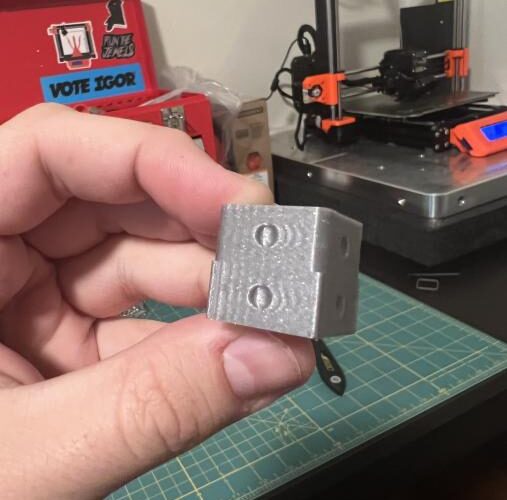
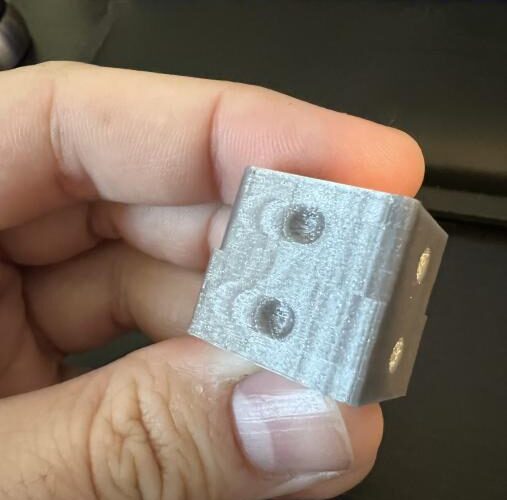
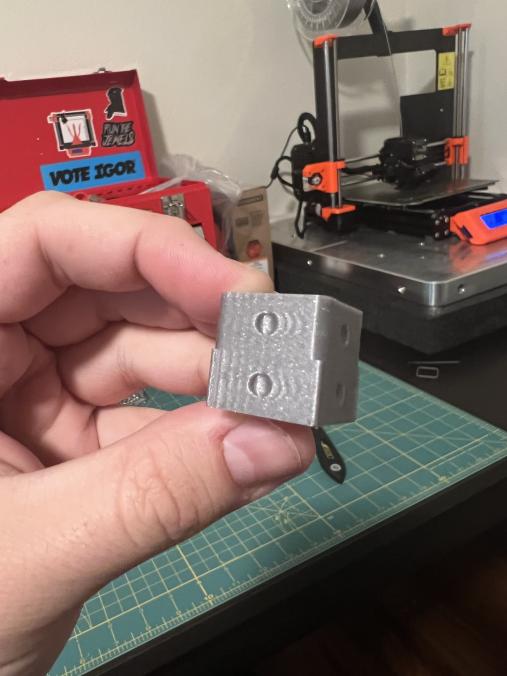
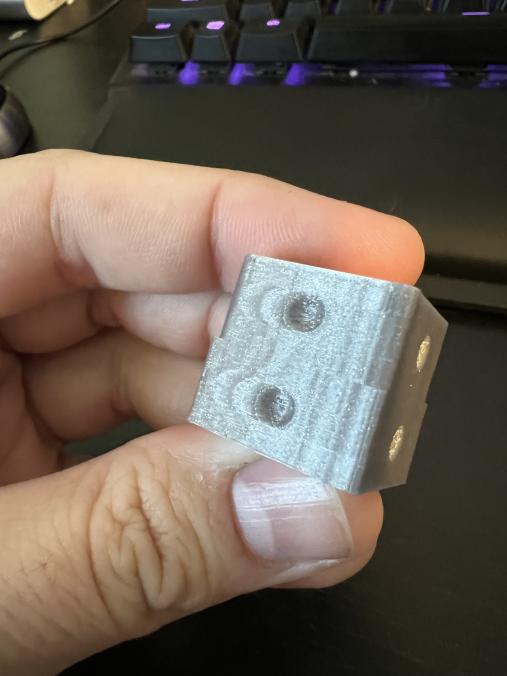
After assembling my printer and running through the basic calibration tests, I started printing some models I found online and sliced with PrusaSlicer default settings. I noticed that my prints were leaving ripples around certain features and not others. After some Googling, I learned about "ghosting" and went to troubleshooting. I started printing this file https://www.thingiverse.com/thing:277394/files sliced in PrusaSlicer with the default PLA settings, using the silver PLA filament that came with my Prusa kit. After printing this model, I realized that the ghosting was isolated for the most part to the X-axis.
So far, I have tried:
-Adjusting the tension on both the X and Y axis belt to ~250, this had no effect on the ghosting
-Adjusting print speed to 50% helped a little (ripples were closer together, but ghosting was still very noticeable)
-Moving the printer to a more stable surface (Using a 1.5 inch thick aluminum plate machined flat, on top of foam) had no effect
-Printing with the printer on the ground, had no effect
-I reduced the maximum acceleration on both the x and y axis in PrusaSlicer to 50% of the default (500 mm/s^2) had no effect
-I reduced the maximum jerk on both the x and y axis in PrusaSlicer to 50% of the default value (4mm/s) had no effect
-I reduced the speed for external perimeters to 15 mm/s and the perimeter acceleration to 400 mm/s^2 (50% default value)
-I loosened the back cover the the x-axis assembly that covers the bearings had no effect
Lastly, I sliced the same test model using Cura instead of PrusaSlicer, this had a dramatic effect on the print quality, and all but eliminated the ghosting on the side of the cube that has "X" on it. There was ghosting present on the side of the cube that has the round impressions on the X-axis though.
Because of the last test with the model sliced in Cura, I'm hoping that there is just something in the PrusaSlicer settings that I need to adjust, and not something wrong the printer itself. I keep getting told that PrusaSlicer defaults are pretty good and shouldn't be giving me issues like this.

This is all very new to me and I'd appreciate any advice with this.
I'm new to 3D printing, and having issues with a newly assembled Prusa MK3s+ printer.
After assembling my printer and running through the basic calibration tests, I started printing some models I found online and sliced with PrusaSlicer default settings. I noticed that my prints were leaving ripples around certain features and not others. After some Googling, I learned about "ghosting" and went to troubleshooting. I started printing this file https://www.thingiverse.com/thing:277394/files sliced in PrusaSlicer with the default PLA settings, using the silver PLA filament that came with my Prusa kit. After printing this model, I realized that the ghosting was isolated for the most part to the X-axis.

So far, I have tried:
-Adjusting the tension on both the X and Y axis belt to ~250, this had no effect on the ghosting
-Adjusting print speed to 50% helped a little (ripples were closer together, but ghosting was still very noticeable)
-Moving the printer to a more stable surface (Using a 1.5 inch thick aluminum plate machined flat, on top of foam) had no effect
-Printing with the printer on the ground, had no effect
-I reduced the maximum acceleration on both the x and y axis in PrusaSlicer to 50% of the default (500 mm/s^2) had no effect
-I reduced the maximum jerk on both the x and y axis in PrusaSlicer to 50% of the default value (4mm/s) had no effect
-I reduced the speed for external perimeters to 15 mm/s and the perimeter acceleration to 400 mm/s^2 (50% default value)
-I loosened the back cover the the x-axis assembly that covers the bearings had no effect
Lastly, I sliced the same test model using Cura instead of PrusaSlicer, this had a dramatic effect on the print quality, and all but eliminated the ghosting on the side of the cube that has "X" on it. There was ghosting present on the side of the cube that has the round impressions on the X-axis though.
Because of the last test with the model sliced in Cura, I'm hoping that there is just something in the PrusaSlicer settings that I need to adjust, and not something wrong the printer itself. I keep getting told that PrusaSlicer defaults are pretty good and shouldn't be giving me issues like this.

This is all very new to me and I'd appreciate any advice with this.
