No need to be sorry Steve
")
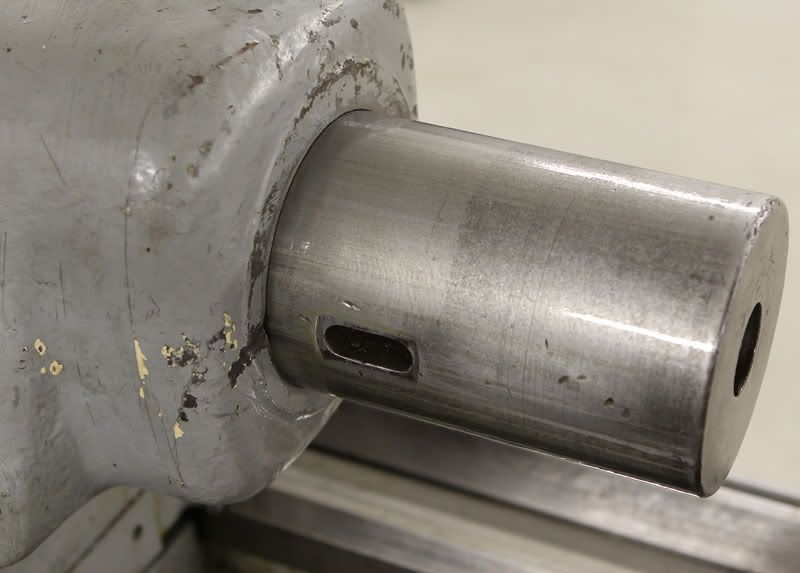
There is no automatic ejection of the tooling in the tailstock. I have seen that on a few lathes before and it is a nice feature.
Here is how it is on a 1962 ATW:
Here is a video of how easy it is to feed after i cleaned up the ram:
https://www.youtube.com/watch?v=Ql--nOFqPC0&feature=plcp
Thanks for the idea Jim. Boring with the boring bar in a chuck is a good idea. That way I won't have to remove the ram.
I thought about the possibility of using the reamer under power in the chuck but the two main reasons for not doing so is: It is a manual reamer and I don't know how the alignment of the tailstock is yet.
Today's business: Check out the gearing for the feed. There were two issues I had noticed:
1. The change lever was very hard to move.
2. The change lever and the tumbler numbers didn't match up.
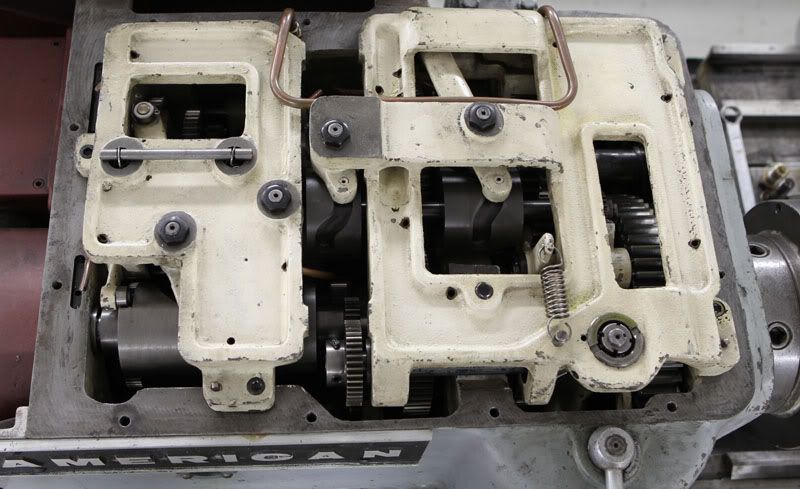
After taking apart the tumbler and change lever the reasons were apparent. As can be seen in the first picture the change lever has been welded at some point:
While the welding was good the positioning of the two halves before welding was not good. The result of this is that the back of the two ends of the lever are not in the same plane. I fixed this by milling the back side of the plunger end down about 2mm. This took care of the hard-to-move part. Before this procedure the end I milled down was wedged hard against the casting.
The other problem also had to do with the the same lever. The taper pin that holds it in position has been jammed into it's hole without the hole and the slot in the shaft being aligned. Result on the pin can be seen in the pictures. Either the pin was the wrong one as I could almost knock it through either way, or the hole had been enlarged due to the abuse. Either way: I made a new taper pin from a 10.9 bolt and everything lined up much better than before. Still I would like the gears to mesh closer, so I think I will take it apart again to see if I can align the change lever slightly different.
New and old pin:
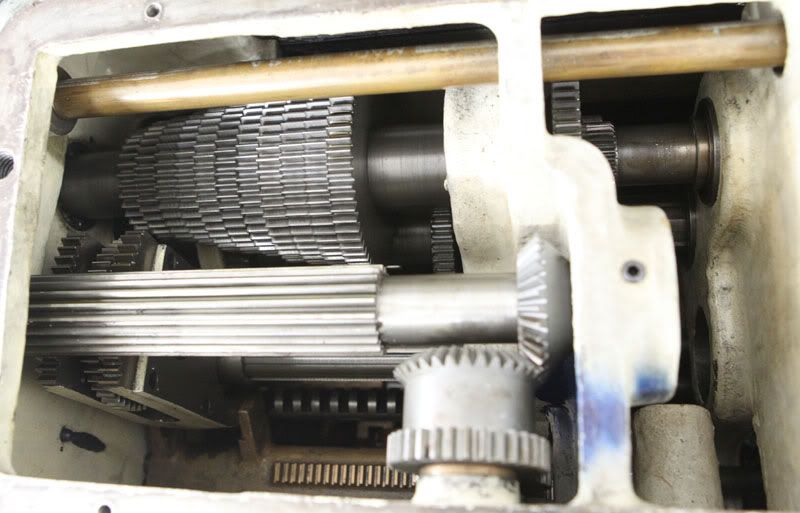
Here is the inside of the feed gearbox. The tumbler moves the gear in the lower left corner left and right, via the bronze rack at the bottom, to the selected gear.
The change lever rotates the gear in the front middle of the picture which in turn rotates the shaft and moves the gear in and out of engagement.
Here is where the change gears are supposed to sit. It had a lot of black sludge at the bottom (before I cleaned it up). Will take a picture of the gears another day. One of them have severe wear.
Headstock. The picture doesn't do it any justice at all. Maybe I'll take another one with a reference object included.
Oil filter: