highroadtoolco
Plastic
- Joined
- Dec 27, 2020
- Location
- Golden, Colorado
Hi, I'm hoping someone can chime in on whether to expect problems with this set of parts. I've been asked to quote a set of blades with a brazed on carbide cutting edge.
I've brazed carbide tooling (3/4") in the past for hand scraping with good results however this blade/carbide joint will be approximately 2.7" long. My rough calcs show this will have .013" of differential expansion (between steel backer and carbide insert) at 800 degree brazing temp. Sounds like a lot to me.
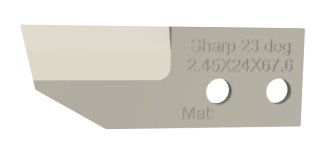
I've got two options at this point shown in the pics. The full length joint has the 2.7" brazed joint. The other is closer to 1.25". Part thickness is .1"
Plan to use what I've got on hand which is Safety silv 56 and high temp flux.
Anyone have any experience with a long joint like this? Any suggestions as to which is the safer bet or is this bound to be an exercise in frustration?
Thanks!
I've brazed carbide tooling (3/4") in the past for hand scraping with good results however this blade/carbide joint will be approximately 2.7" long. My rough calcs show this will have .013" of differential expansion (between steel backer and carbide insert) at 800 degree brazing temp. Sounds like a lot to me.
I've got two options at this point shown in the pics. The full length joint has the 2.7" brazed joint. The other is closer to 1.25". Part thickness is .1"
Plan to use what I've got on hand which is Safety silv 56 and high temp flux.
Anyone have any experience with a long joint like this? Any suggestions as to which is the safer bet or is this bound to be an exercise in frustration?
Thanks!