Mcandrew1894
Stainless
- Joined
- Sep 29, 2006
- Location
- Massachusetts
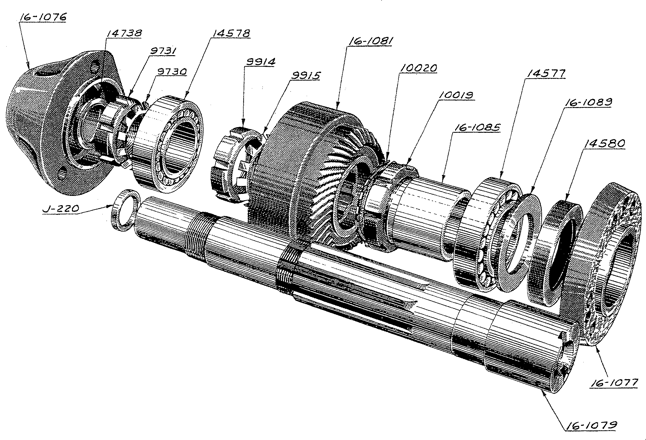
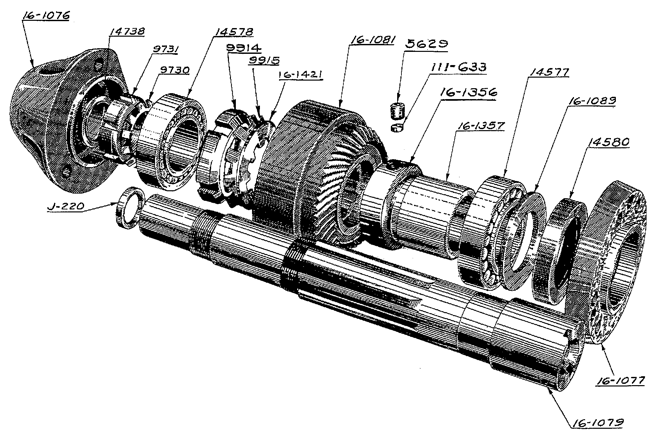
" ...If you have an older manual, I can send you some scans of the pages form a No. 12 manual that show the "new" cutter-head and gearbox. What's interesting is that the "new" No. 12 manual actually shows the configuration of the spindle that I have. My No. 16 manual shows a different spacer between the front bearing and the bevel gear. I have another No. 12 manual that shows a gearbox with ball bearings (instead of the tapered roller bearings) and a very elaborate double screw-in cover for preloading the bearings...."
No Thanks as I have found a more recent manual.....I think I'm glad my machine never had a coolant pump on it judging from the "baby POO" that I'm seeing....YUK!
I recently drained and refilled my head and gear box and it was nice and clean.....I'll leave her be!.....keep going though I'm loving the view from here! 8-)
Dave
No Thanks as I have found a more recent manual.....I think I'm glad my machine never had a coolant pump on it judging from the "baby POO" that I'm seeing....YUK!
I recently drained and refilled my head and gear box and it was nice and clean.....I'll leave her be!.....keep going though I'm loving the view from here! 8-)
Dave









")