Panza
Stainless
- Joined
- Oct 23, 2005
- Location
- Lillehammer, Norway
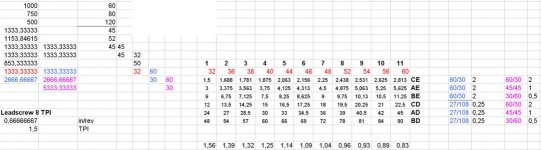
Which metric threads will an American Pacemaker cut with the appropriate gears ? Are those gears easily available anywhere ? Thread range/number.
Has anyone been to look at this one by the way ? : http://www.rdequipment.net/AmericanPacemakerEngineLathe7062249.htm
Has anyone been to look at this one by the way ? : http://www.rdequipment.net/AmericanPacemakerEngineLathe7062249.htm
")