New top slide has been fabricated and scraped in. Also re-machined the dovetail ways on the lower part of the assembly. Some lessons learned the hard way:
1) if you clamp something down to the mill table be sure you are clamping on the correct surface. The swivel way on the bottom of the lower slide stands proud of the ends of the slide, so when the part is clamped at the ends of the slides, the part *bows*. Once the dovetail 45s are cut and the part is unclamped, the slide ways now have four thou of bow, tall at the ends and low in the middle. Much fun to set it back up so the ends were at equal height so minimal material had to be removed.
2) simply milling a surface no matter how carefully means it takes *forever* to clean up when scraping. After that realization, all surfaces were fly cut.
3) the slide way worked fine but the gib screws were way out there, because of the material removed, and because I mistakenly copied the exact dovetail dimensions when I reproduced the top block. I fabricated a new gib, and figured out how to scrape that in (took a while to do that, it was a pocked in a nylon block that just fit the gib dimensions, and left the surface 50 thou or so proud.
The nut had to be trimmed a bit to fit because of the lowered height of the assembly, to clear the bottom of the gib.
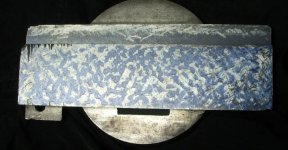
Right now the bearing surfaces are on the "B" surface as shown in the former photos, and of course the 45 degree dovetail surfaces on both sides. The A surface is close to bearing, with a bit more work I could get full contact on both the A and B surfaces. The former scraping job had to be trashed as when it was all done, the top surface ran out about 0.008 from parallelism with the dovetail ways. Fly cutter to the rescue again. In that photo I really had not properly scraped in the flat ways visible on that part yet. I had to make a special tool to get into the corners.
I did scrape in the top of the T-slot because it's a very visible piece, and it was easy to do.







")

.JPG")
.JPG")



