jim rozen
Diamond
- Joined
- Feb 26, 2004
- Location
- peekskill, NY
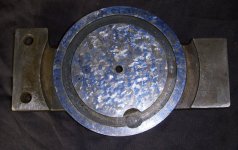
I'm partway through working on a fairly trashed out pratt and whitney toolmakers compound, and have a few questions about the cross-slide - basically questions that have been on my mind for a while about dovetail slides like this.
What are the actual bearing surfaces on a slide like this? There's a block with a female dovetail that slides along the length of the cross slide. Front side has a gib with three adjusting screws, the back of the block bears on the back of the male dovetail length.
It's apparent that there should be contact between the angled dovetail surfaces, and tighting the adjusting screws obviously makes the underside of the rear flat surface bear on the top of the flat surface of the back of the cross slide.
The underside of the *front* of the block has a bronze nut screwed and pinned in place, and it's obvious the flat underside of the bronze nut body does *not* bear on the front flat part of the slide, there's lots of clearance there and no wear marks on the bronze.
So the question remains, what kind of bearing is supposed to happen between the top flat surface of the cross slide, and the flat underside of the traveling block?
Is that designed for clearance, or for bearing? If bearing then it's apparent I'd have to a lot of work as the topside is pretty chewed up near the left end. And the bearing would be a bit over-defined as it would have to be simultaniously the rear flat, the top flat, and the rear dovetail.
How are these typically done at manufacture?
Really this is just an projet to practice on, as I'm missing the lower part of the cross slide. But it's a nice assembly, one of the modern P&W ones with ball bearings on the screws. Any comments gratefully appreciated.
What are the actual bearing surfaces on a slide like this? There's a block with a female dovetail that slides along the length of the cross slide. Front side has a gib with three adjusting screws, the back of the block bears on the back of the male dovetail length.
It's apparent that there should be contact between the angled dovetail surfaces, and tighting the adjusting screws obviously makes the underside of the rear flat surface bear on the top of the flat surface of the back of the cross slide.
The underside of the *front* of the block has a bronze nut screwed and pinned in place, and it's obvious the flat underside of the bronze nut body does *not* bear on the front flat part of the slide, there's lots of clearance there and no wear marks on the bronze.
So the question remains, what kind of bearing is supposed to happen between the top flat surface of the cross slide, and the flat underside of the traveling block?
Is that designed for clearance, or for bearing? If bearing then it's apparent I'd have to a lot of work as the topside is pretty chewed up near the left end. And the bearing would be a bit over-defined as it would have to be simultaniously the rear flat, the top flat, and the rear dovetail.
How are these typically done at manufacture?
Really this is just an projet to practice on, as I'm missing the lower part of the cross slide. But it's a nice assembly, one of the modern P&W ones with ball bearings on the screws. Any comments gratefully appreciated.









")