
3 Perspectives on Machine Monitoring
Originally titled ‘Perspectives on Machine Monitoring’
A panel discussion at the recent Top Shops Conference focused on various points of view regarding the value of connecting machine tools to a network for monitoring performance and recording results. Because machine monitoring helps a shop make better decisions about manufacturing processes, it is a good example of data-driven manufacturing in action.
Article From: 11/1/2017 Modern Machine Shop

“It’s all about making better decisions—decisions that help improve shopfloor operations.” That’s a statement I made at least twice when introducing a panel of machine-monitoring experts brought together for a presentation on data-driven manufacturing at the Top Shops Conference in Indianapolis, Indiana, in September. Focusing on machine monitoring as an example of data-driven manufacturing was my strategy for bringing this concept into perspective for conference attendees, many of whom are owners or managers of metalworking manufacturing companies and job shops.
The three panelists selected for this presentation were asked to emphasize rather different aspects of machine monitoring, but the common theme was using data gathered from this equipment to improve the results of machining operations. Benefits of machine monitoring include higher overall equipment efficiency (OEE), better teamwork on the shop floor and a boost to lean manufacturing efforts. Using data gathered from machine tools leads to better decisions because the data is accurate, detailed, timely and objective. There is no need to rely on guesswork, wishful thinking or unsupported assumptions.
Asking the panelists to take different angles on machine monitoring was also a strategic element. I wanted them to show that the value of machine monitoring is multifaceted. Although the main benefit is having real-time information about which machines are running or not running, and facilitating the right steps to keep them running or start them running again, it helps in other ways as well. As panelist Dave Edstrom explained, data collected from machines can help a company make better decisions about the financial value of improving machine performance. It can identify the most appropriate and productive machine for assigning jobs, thus improving profitability. Similarly, panelist John Hosmon made the point that machine data can lead to better decisions about managing human resources. This data can make incentive programs more equitable and effective. It can pinpoint training needs and skills-enhancement programs that increase earning power.
Nevertheless, the decision to implement a machine-monitoring system in the first place has to be sound and well thought out. Panelist Eric Fogg discussed the basics of creating a network to connect machine tools and protecting this network from cyber threats and hackers. He outlined how installing the network, connecting the machines and analyzing the data can be a manageable, affordable process for most manufacturing companies.
What follows is not meant to rehash the conference presentation, but rather to summarize and flesh out the panelist’s comments and reinforce the intent of the panel discussion. For that reason, we will start with the basics of connectivity and network security as outlined by Mr. Fogg.
1. Networking and Network Security
Mr. Fogg is chief operating officer and founder of MachineMetrics, a supplier of machine-monitoring systems and manufacturing analytics in Northampton, Massachusetts. His company has installed systems in numerous machine shops since its founding in 2014. Mr. Fogg’s experience with shop networking and network security has given him insights into the benefits and risks of connecting machine tools for monitoring.
For the typical shop, preparing for a machine-monitoring system has two parts: getting the shop workforce ready and getting an implementation plan organized. Workforce readiness can include such steps as having honest and open discussions about the transition to machine monitoring, forming a team (ideally led by an informed and enthusiastic “champion”) and conducting training sessions (before, during and after installation, perhaps on a regular, ongoing basis).
The implementation plan includes selecting a system supplier, creating a timeline and deciding whether to phase in with a pilot program (most shops start with selected machines, then follow with the rest). Determining what data to collect and how the analysis of the data will be acted upon must also be settled.
The physical aspects of installing a network for monitoring are generally straightforward, Mr. Fogg said, but every shop has different requirements and may face different challenges. A common approach is to install Ethernet cables to the machine tools for hard-wired connections, whereas individual workstation displays (usually a tablet device for each cell or machine operator) may be connected wirelessly via strategically placed Wi-Fi hubs.
Network installation requires the involvement of those with IT responsibilities. Network security also must be addressed at this point. Mr. Fogg made the point that having the monitoring system running on a dedicated server on a subnet isolated from other servers connected to the shop network is a sound way to establish basic security of the machine tool connections. MachineMetrics usually has this dedicated server linked to its cloud-based platform. As Mr. Fogg pointed out, cloud-based systems typically offer stronger cybersecurity measures, such as high levels of encryption and redundancy. These measures may not be easy to provide or sustain on a closed, on-site platform.
Suppliers of machine-monitoring systems have recommendations for their customers to keep networks safe (recognizing, of course, that no network can be entirely risk-free). Recommendations from Mr. Fogg’s company include these practical steps:
- Be sure network routers and managed switches are protected with strong passwords.
- Use the best available encryption on any wireless portion of the monitoring system. For users accessing the network remotely via the internet, the secure web protocol HTTPS protects shop data sufficiently.
- Keep PCs and servers on the network up to date with the latest security updates and system upgrades.
- Have a network hardware firewall in place, and keep it up to date. Hardware firewalls, which are not expensive or difficult to install, control and block data traffic that does not pass rules for permissible communication.
- Put CNC machines on a virtual local area network (VLAN). A VLAN can be isolated from the shop network, with access governed by a switch manageable in network software.
- Manage connections to and from networked machines with data gateways, software interfaces that govern communication with a network. Using one interface for the VLAN and another reserved only for the machine-monitoring system can prevent machine data from reaching anything except the monitoring system.
Another security option that Mr. Fogg mentioned is: “Shops don’t have to connect to their controls directly if they don’t want to. We (and most other machine-monitoring companies) can also connect an I/O device to the machine’s circuitry. This protects all programs, positioning data, tool data and other information. We can also connect to machines over a cellular network, so no connections to the local network are required.”
Finally, Mr. Fogg emphasized that concerns about security should not discourage shops from pursuing the benefits of machine monitoring.
2. A Financial Angle on OEE
Because OEE is an essential measurement of how well a manufacturing unit is doing, it is one of the most prominent “readings” of machine performance provided by almost all machine-monitoring systems. Mr. Edstrom provided another angle on OEE: financial OEE (FOEE). In fact, Financial OEE is a trademarked name for a feature Memex plans to release in early 2018 as an additional solution for those customers who have the MERLIN Tempus Enterprise Edition (EE), a scalable, extensible and open manufacturing execution system platform.
Mr. Edstrom is the CEO/CTO for Virtual Photons Electrons. In 2006, while at Sun Microsystems, he helped create the vision and framework for MTConnect, the set of interoperability standards for translating machine data into a common, internet-based language. He served as president and chairman of the board for the MTConnect Institute from 2010 to 2014 and was the CTO for Memex for three years.
Mr. Edstrom was asked to talk about how OEE could be linked to information about financial results, because the concept of FOEE shows that machine performance data has value to decision-makers in the front office from a business management perspective. Analyzing FOEE helps a shop understand how machine performance is helping (or hurting) profitability. This insight keeps the focus on the most appropriate productivity improvement efforts.
Mr. Edstrom began by defining OEE as a simple mathematical formula. It multiplies the percentages of availability, performance and quality to yield a single percentage. This result enables similar units (one machine, one department, one plant or an entire enterprise) to be compared to or rated against a target such as a plant’s best record or a benchmark of world-class performance. However, shops and plants must also focus on profitability. Managers have to balance decisions about maximizing the part-making capability of their equipment with decisions about the money-making potential of this equipment. OEE ratings alone provide an incomplete picture.
FOEE answers the question, “What is the value of improving OEE on this particular machine for this particular product?” More to the point, it answers “How much profit is being left on the table by not performing at company-best or industry-best levels for that specific part?” FOEE requires three key financial input values for each product and machine. These inputs are unit sales price, unit material cost and the hourly operational expense (OPEX) of the machine. FOEE is the current-state hourly profit divided by a value representing a world-class level of profit. This ratio tells a company what profit it made compared to what profit could have been made at factory-best or world-class levels.
With FOEE, managers can look at jobs scheduled for a machine and make decisions based not just on utilization, but also on utilization and profit. This enables managers to compare machines capable of running a certain job and determine which machine would yield the highest hourly profit. Just as the OEE figure related to each project or job is a key tool in prioritizing and evaluating continuous improvement projects, FOEE provides a quick view of the profitability opportunity for these projects. FOEE is a tool to make better business decisions for scheduling products, guiding continuous improvement efforts, and driving sales and marketing efforts.
3. People Power in the Picture
Mr. Hosmon began by explaining that the productivity and the profitability of shopfloor performance has much to do with human behavior. How well operators are performing their duties to keep machines running and keep jobs on schedule is a major factor contributing to a shop’s success. The president of Refresh Your Memory Inc. (San Jose, California), the developer of the FactoryWiz Monitoring system, noted that customers are primarily preoccupied with concerns over machine performance and utilization. This is why OEE is a popular measure of shopfloor activities.
However, the data from machine-monitoring systems can also help a company enhance the contribution of shopfloor personnel in the productivity equation. In fact, this data can be a valuable tool for many human resource functions such as conducting employee performance reviews, managing incentive programs, setting goals and identifying training needs. To bring these observations to life, Mr. Hosmon relayed the experiences of Scott Shortess, the COO of Advanced Machining, a 55-person job shop in Owasso, Oklahoma. Mr. Shortess was unable to join the panel after a business conflict arose.
On his behalf, Mr. Hosmon explained that Advanced Machining was initially interested in machine monitoring because the shop tended to respond to production constraints by simply buying more equipment, despite the fact that added capacity was not always adding to the company’s profit picture. “We could see that Advanced needed more efficiency, not more machines,” Mr. Hosmon said. With the monitoring system in place, the shop could see where downtime, planned or unplanned, was impacting OEE. As the company found kinks in its workflow and started straightening them out, it also became apparent how much operator behavior had to do with machine output.
This led Advanced Machining to take a two-pronged approach to making effective use of the data from machine monitoring. One was a renewed focus on process improvements, especially as a result of more precisely targeted lean manufacturing techniques such as setup reduction and “next-job readiness.” The other prong was making the shop’s profit-sharing incentive program more effective. Mr. Hosmon said that the resulting data-driven performance reviews and corresponding payout policies were a big part of the effort Mr. Shortess led at Advanced.
Here are some additional observations and advice gleaned from this shop’s experiences:
- Build benchmarks and set goals around attainable improvements linked to customer, company and personal benefits. Each employee should see how good decisions help everyone and maximize rewards.
- Foster dialogue, and keep it positive. Asking “How can we work together to help you do better where the facts show room for improvement?” should start this dialog.
- When addressing an individual’s shortcomings, use data to ask the right questions and get the real reasons. Good data protects everyone and defuses the blame game.
- Let shopfloor visibility generate some healthy competition among employees. Keeping score should reflect that everybody can win.
- Don’t let data-driven incentive programs get stale. Review goals and adjust the performance targets often.
A Gateway to Industry 4.0
I wrapped up the session by pointing out that machine-monitoring systems are affordable, manageable and likely to have a quick payback. I noted that most companies see a 10- to 20-percent uptick in productivity just by having performance data visible to the workforce. More importantly, once a machine-monitoring infrastructure and shop culture are in place, manufacturing companies can easily move to other opportunities for connecting machines and processes so data can be shared and responded to automatically. For example, self-correcting feedback loops linking machine tools, measuring equipment and programming software become practical. Likewise, it will be possible to predict and prevent downtime due to component failures or maintenance issues.
Data-driven manufacturing represents a sweeping advance for manufacturers. It’s no wonder it’s being called the fourth Industrial Revolution or Industry 4.0. I’m convinced that machine monitoring is the gateway to this new world. Machine monitoring is the catalyst that is setting off a chain reaction that makes manufacturing more productive, more profitable and more personally rewarding for everyone involved.
View the Panel Discussion
This session at the Top Shops Conference was recorded in its entirety. You can watch it at short.mmsonline.com/monitoring.

Wireless connections to mobile devices bring data to decision makers for remote viewing. What is important is a prompt response to conditions that need adjustment or correction. Shown here is MachineMetrics’ operator view on a MacBook.

Eric Fogg recommended that a gateway device like this one can be installed to keep a machine network isolated from the public internet. This inexpensive and readily available hardware device has two network cards that govern the movement of data to and from the network.
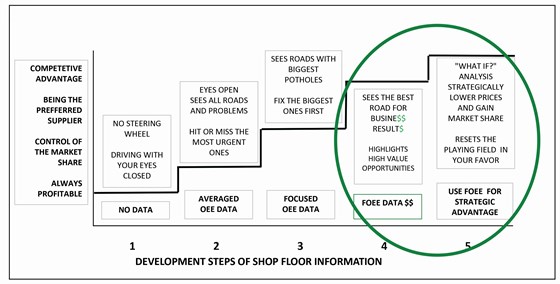
Dave Edstrom presented this slide outlining what he called a road map for data-driven manufacturing. He stressed that the ultimate goal is to leverage shopfloor information to improve decisions about the strategic direction of the company.
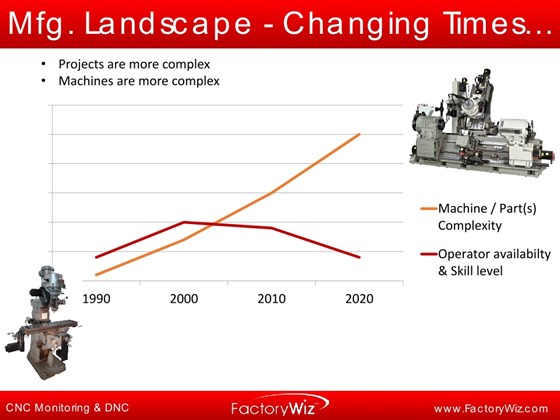
John Hosmon made the point with this slide that human resource issues have taken on great urgency. Just as machines and projects are becoming more complex, skilled operators are become scarcer. Shopfloor data can help a workforce earn more for themselves and for the employer.

Large-screen displays can do more than show data. Advance Machine, a FactoryWiz Monitoring user, reinforces the message that everyone is part of a team working toward the same goal.
——————————————————————————————————–
Article From: 11/1/2017 Modern Machine Shop
Click Here for a free subscription to Modern Machine Shop magazine.
Click Here to subscribe to the MMS Extra monthly e-newsletter.
This article is reprinted with permission from Modern Machine Shop Magazine, and is protected under U.S. and international copyright laws. Modern Machine Shop Magazine is protected under U.S. and international copyright laws. Before reproducing anything from this Web site, call Gardner Business Media, Inc. (513) 527-8800.