laminar-flow
Stainless
- Joined
- Jan 26, 2003
- Location
- Pacific Northwest
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
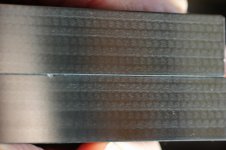
The wheel does show clogging, so I dressed it, again, with similar results. Could the wheel be contaminated in one sector that makes it clog? I tried another wheel, 32A60-G8VBE, dressed it, and had similar although not as bad results. The first wheel was a 5SG46-GVSP.
I don't think it slipped as I have a large diameter arbor and had it quite tite.
<Snip>
I always use blotters and do dress and grind without stopping the spindle. When stopped and re-started, the surface is the same so I do think I am tightening enough.
Attached are images after all the above.
The surface is much better but still does not have that Hermann Schmidt finish.
Notice
This website or its third-party tools process personal data (e.g. browsing data or IP addresses) and use cookies or other identifiers, which are necessary for its functioning and required to achieve the purposes illustrated in the cookie policy. To learn more, please refer to the cookie policy. In case of sale of your personal information, you may opt out by sending us an email via our Contact Us page. To find out more about the categories of personal information collected and the purposes for which such information will be used, please refer to our privacy policy. You accept the use of cookies or other identifiers by closing or dismissing this notice, by scrolling this page, by clicking a link or button or by continuing to browse otherwise.