bodger,
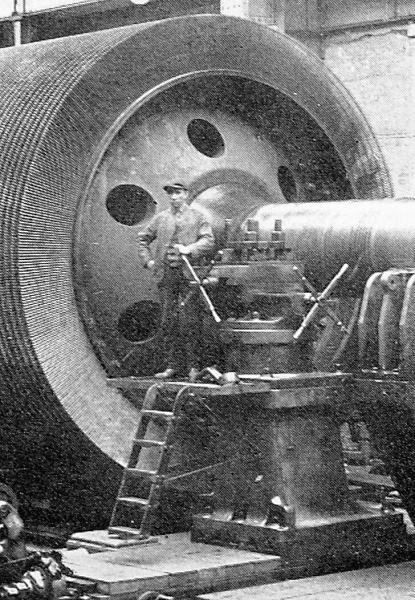
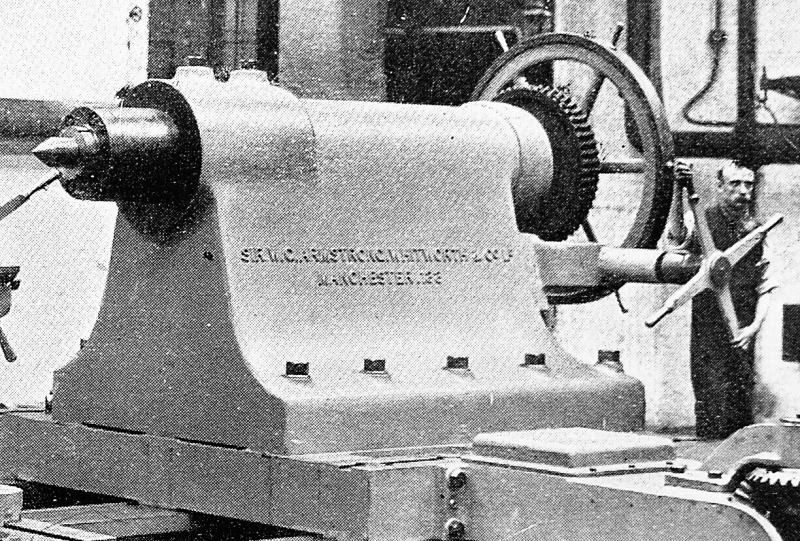
What you are seeing ,looking at the illustration of the tailstock illustration only, is the clearance spaces, cast on the underside of the tailstock body casting plus similar clearances on its baseplate, The mating faces of both of them are remarkably thin strips, This cut down the machining & fitting time in its manufacture, Plus it is much easier in fitting & maintaining accuracy during this process, when one only has these little fitting strips, On these big machines, one could keep a great degree of rigidity , & chatter free operation I imagine the dead weight of the components on these big lathes were a great contributory factor It is also of great interest, that almost out of the photo, on the bottom right, can be seen the gearing for traversing the tailstock, along the bed, I wonder if it was power assisted from the layshaft, by a clutch, or did the turner call upon the labourers to turn another capstan handwheel?
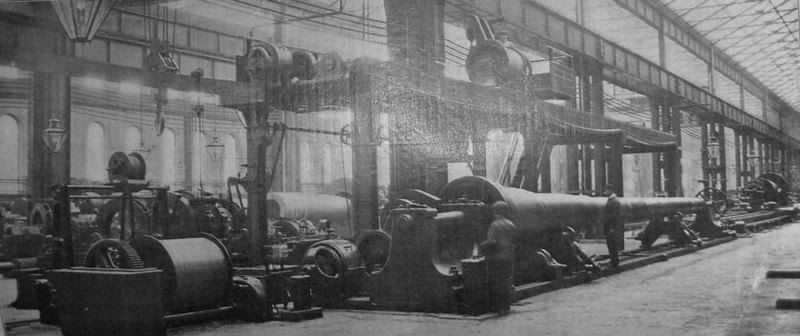
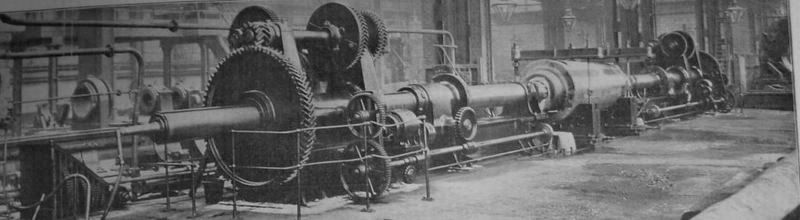
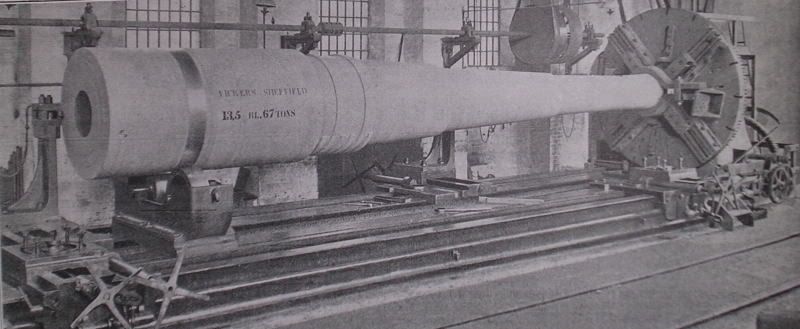
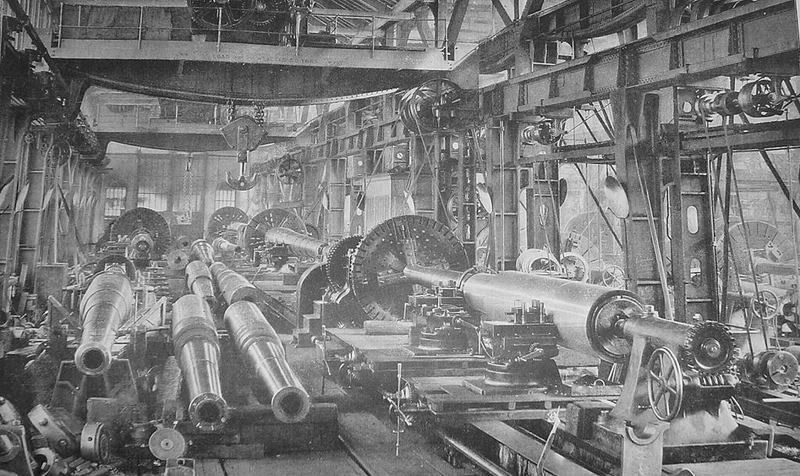
Looking at these photographs i am of the belief, that these lathes are for outside turning of the gunbarrels only, the boring lathes will be possibly further up the shop?
Should Armstrong Whitworths boring lathes have been anything like Sir William Beardmores boring lathes, at Parkhead Steelworks Glasgow they had a headstock with a huge dia of hole through the mandrel, And an enormous length of bed, Absolutely wonderful lathes from the 1890/s which lasted up until 1970 on the closure of the firm One interesting little aside, was an office on the side of East Wellington St. with the notice on the door H.M. Inspector of Ordnance, a government resident in the factory.
Also i would imagine lurking somewhere was a powerfull wire winding lathe, in Armstrong Whitworths plant at that period.

")