4GSR
Diamond
- Joined
- Jan 25, 2005
- Location
- Victoria, Texas, USA
Here are some old pictures of what used to be "Drilco". Now almost non-existent in the arms of Smith International, Inc. Smith has slowly made the name "Drilco" just about go away. Amazingly how such a name still carries "clout" in the drilling tool industry of the Oilfield. Smith is in merger negations with Schlumberger, the worlds largest oilfield service company.
My Dad went to work at "Drilco" in mid 1964 as a lathe operator about a year after these pictures were taken. Dad moved up the ladder quickly to maintenance manager for the facility back then. The pictures were taken in the old "Homes Road" location in Houston. The buildings are still there, you can't miss them, right off 610 loop and HWY288.
The original "Drilco" emblem and "Drilco" are regerstered trademarks of Smith International, Inc.
A list of some of the salesmen back then..
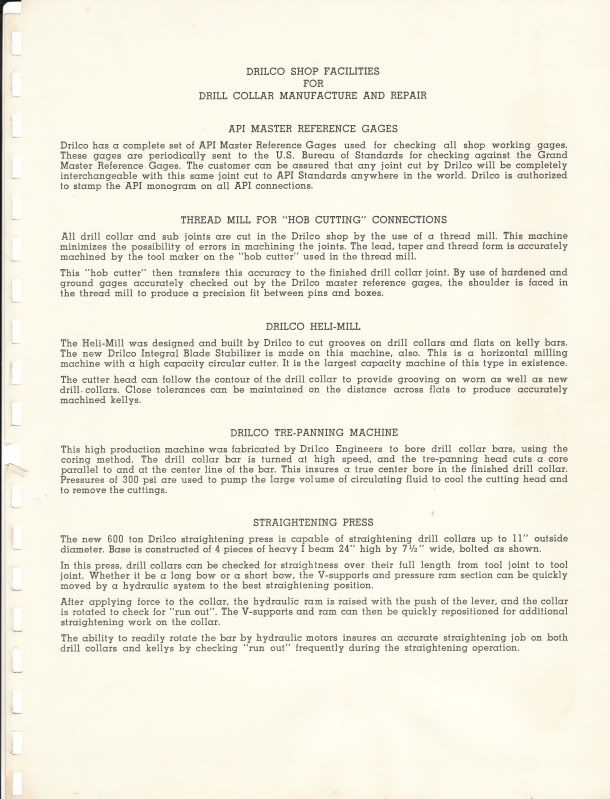
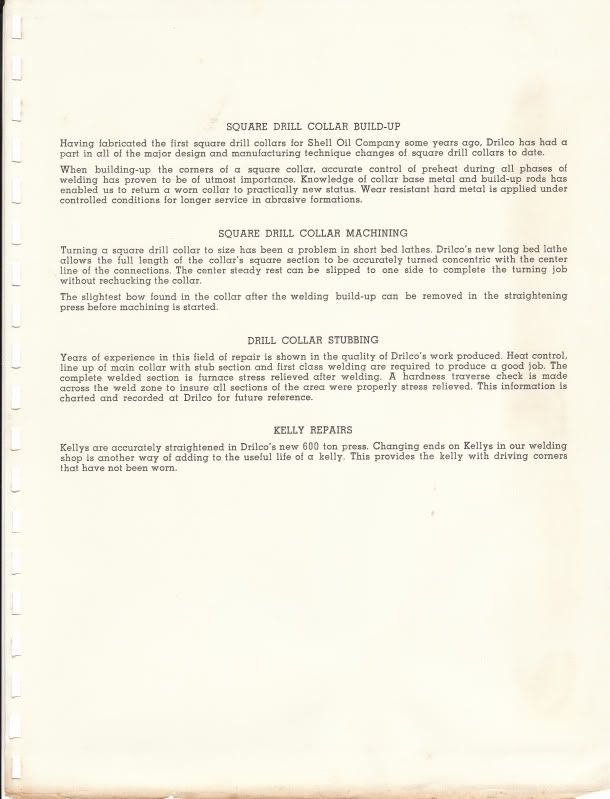
A summary of shop services offered...
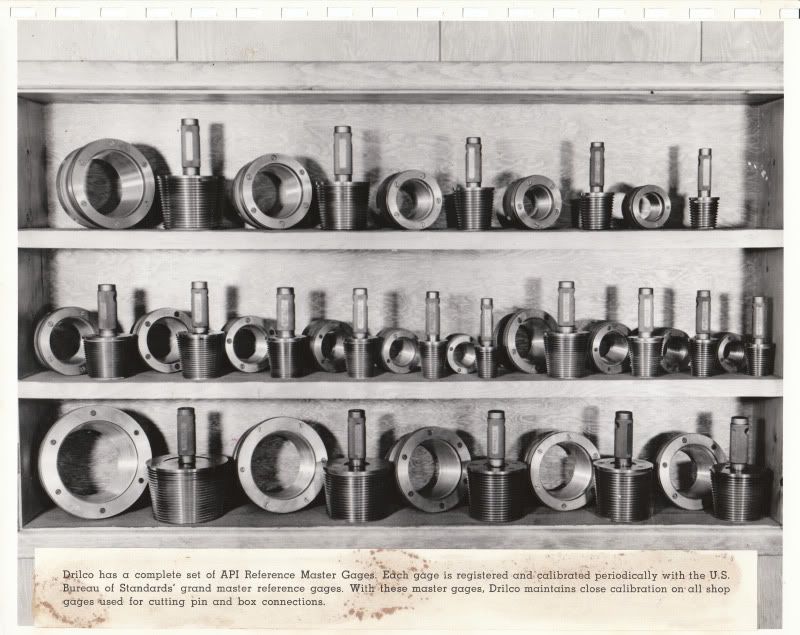
A selection of Master gages of that day and time. Drilco at one time had master gages for all API Rotary Shouldered Connections and non-API RSC also.
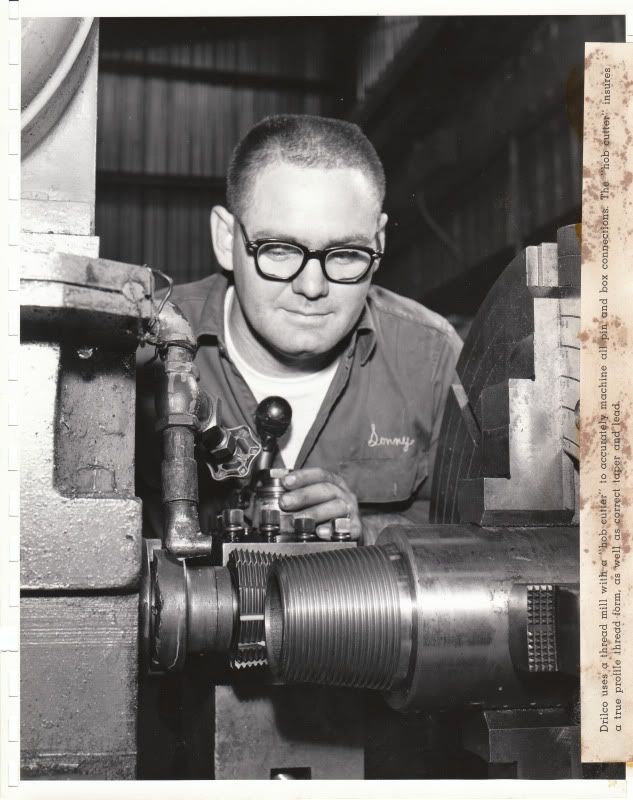
This is either a Wicks or Smalley-General thread milling machine. These were used to mill the breech block threads on gun barrels back in WWII. They are almost non-existance today. And no, I do not remember the guy who is shown at the machine. His name is obviously "Sonny"
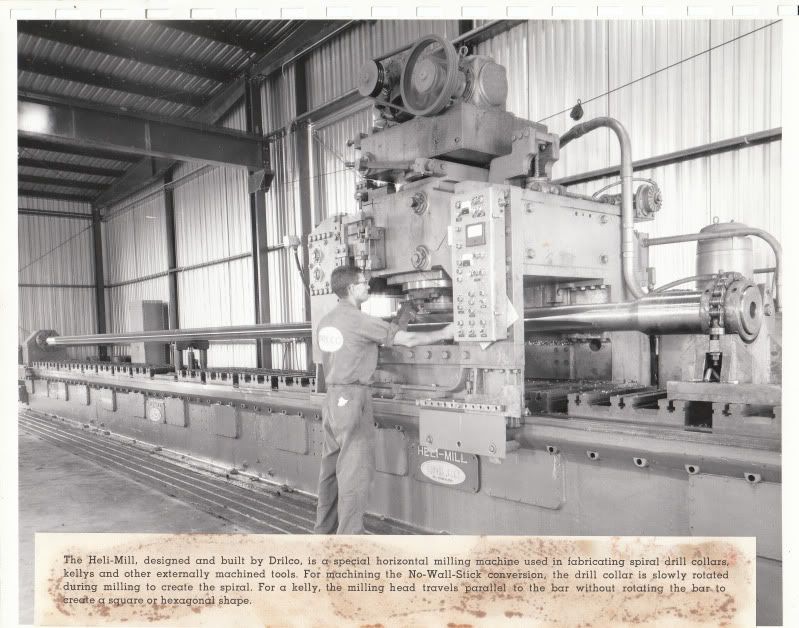
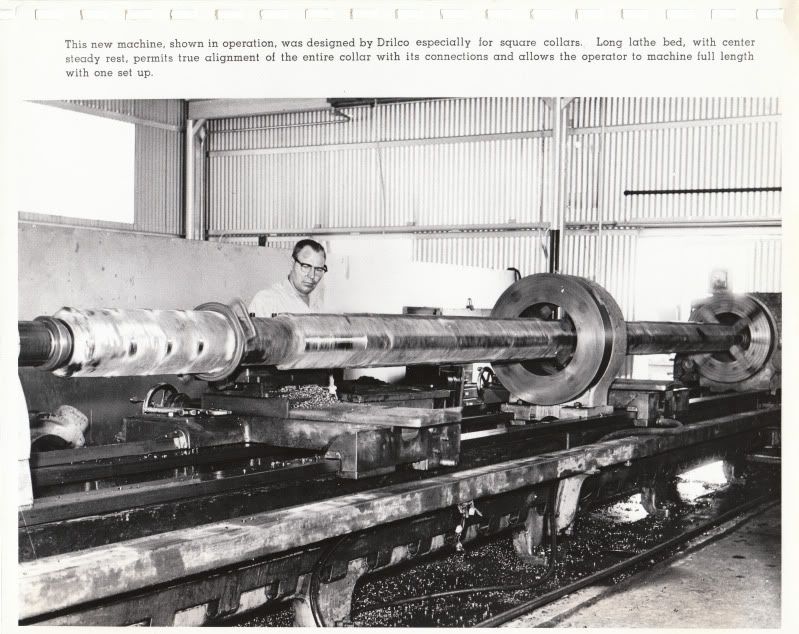
This is one of Drilco's first Heli-Mills for spiraling drill collars. Smith still uses that same machine, been rebuilt several times over the years and now equipped with CNC controls. The man at the controls I believe is Troy Squires, the designer of the machine.
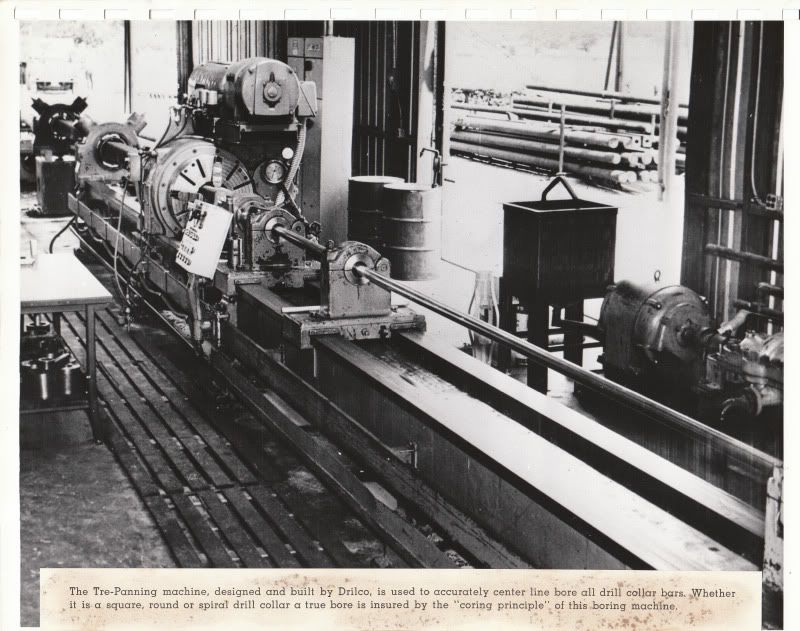
This is one of Drilco's first trepanning machines and many more to come. It is retrofitted from a old LeBlond 4GSR gun barrel drilling machine leftover from WWII. The price was right too!
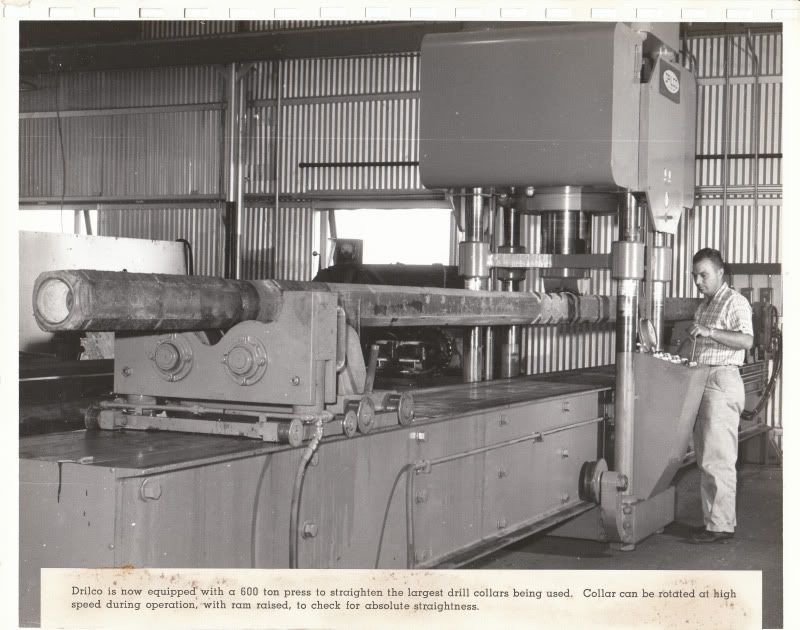
Bar straightner, don't know the guy at the controls...
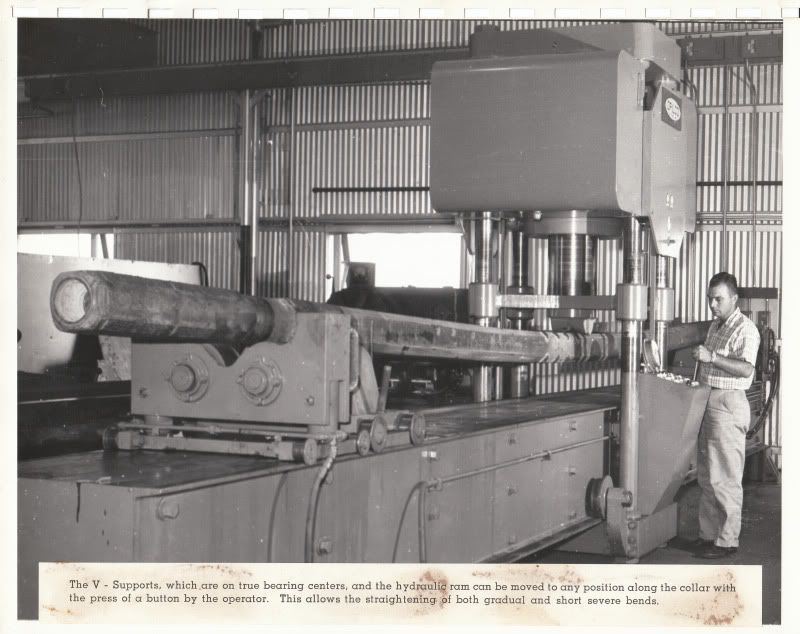
Bar straightner in use, see the bend in that bar! That's about 8" square thats being stressed beyound your imagination.
There's a couple of more pictures, I'll continue in another post.
My Dad went to work at "Drilco" in mid 1964 as a lathe operator about a year after these pictures were taken. Dad moved up the ladder quickly to maintenance manager for the facility back then. The pictures were taken in the old "Homes Road" location in Houston. The buildings are still there, you can't miss them, right off 610 loop and HWY288.
The original "Drilco" emblem and "Drilco" are regerstered trademarks of Smith International, Inc.
A list of some of the salesmen back then..
A summary of shop services offered...
A selection of Master gages of that day and time. Drilco at one time had master gages for all API Rotary Shouldered Connections and non-API RSC also.
This is either a Wicks or Smalley-General thread milling machine. These were used to mill the breech block threads on gun barrels back in WWII. They are almost non-existance today. And no, I do not remember the guy who is shown at the machine. His name is obviously "Sonny"
This is one of Drilco's first Heli-Mills for spiraling drill collars. Smith still uses that same machine, been rebuilt several times over the years and now equipped with CNC controls. The man at the controls I believe is Troy Squires, the designer of the machine.
This is one of Drilco's first trepanning machines and many more to come. It is retrofitted from a old LeBlond 4GSR gun barrel drilling machine leftover from WWII. The price was right too!
Bar straightner, don't know the guy at the controls...
Bar straightner in use, see the bend in that bar! That's about 8" square thats being stressed beyound your imagination.
There's a couple of more pictures, I'll continue in another post.
") thanks for posting
thanks for posting 










