It's been a while but I finally have some notable updates.
To refresh, I got the mill not knowing if it'd run or not. It also needs 3phase 415V/50hz according to the tag. In the time since I got it, I've cleaned it up some and built a power system for it. I didn't even have 3 phase but with the aid of the internet and the good folks on the PM Transformer, Phase Converters and VFD forum I designed and assembled my power system. I'll spare you info on the power system but you're welcome to check out my thread about it here:
http://www.practicalmachinist.com/v...-and-vfd/review-my-small-shop-circuit-313565/
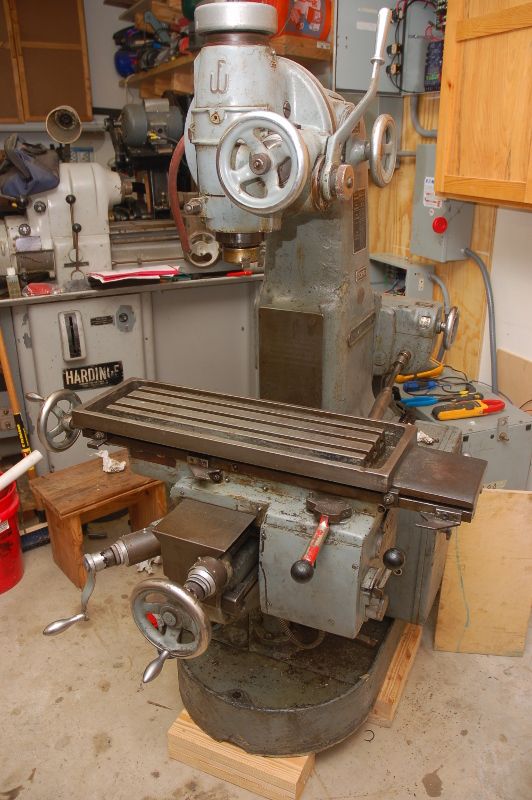
I walked the mill into my shop (garage) and started with it like this.

The machine has a three speed motor and there are three more speeds on the neck of the machine giving a range of spindle speeds. The gears on the neck are changed with this handwheel.

The table is powered in the X and Y axes and the feed speeds are controlled with another gearbox and hand wheel on the back of the machine.

There's a nice tag on the neck to help you keep all the speeds straight.

Unfortunately, I have to ignore all these nice tags because my motor now runs at 60hz instead of 50hz which means everything is now 20% faster.
There's a bunch of access covers that can be removed to inspect gears and change belts. One of them provides a partial view to the large motor in this thing.

I cleaned up the table and any of the bare surfaces. I also attempted to clean the painted surfaces but they'll will always be a little grimy. Eventually, I bought a pallet jack off of Craigslist which made moving the mill much easier!


At some point before I got the machine the outer section of the Y axis lead screw got bent. After a bit of work I was able to get it removed and got it straighted.

A stud for one of the Y axis table clamps was broken which required removing the table to remove the broken section. So, off came the table.

I made a replacement stud and gave the table a good cleaning out before reinstalling it. As an aside, there's a mix of metric and US threaded fasteners on this machine which is kind of annoying.

There's a bunch of zerk fittings on the machine as well. Some were broken and I replaced them as well. I think all the zerks are supposed to be for grease. A few of them lube the table and I tried pumping oil in them to see how the table moved with oil. I prefer the oil for the table and will probably stick with that.
There's a coolant system built into machine with the reservoir in the base. I'm sure you can guess what it was like. I scraped all the sludge out of it and was rewarded by finding one of the caps for the oil fill ports. They're threaded little knurled knobs with an oil can symbol on them. Not something I'd easily find though I could replicate one sans the symbol if I had to.
The vise cleaned up pretty well too. It's a Starrett 6" basic milling vise but still works pretty well.

That brings me up to now. I still need to clean the base a little more and give the pump motor a once over. I'm planning to get it off the blocks and on to a different base soon as well.

I turned on my power system and threw the on switch but nothing happened. I next flipped the toggle switch on the it and a contactor closed. Still nothing. At this point disconnected the machine and dove into the electrical. More on that in a future post. I concluded my review of the electrical with a much better idea of how the machine worked. I also found that other that some fuses for the pump which had come apart due to age, the electrical system appeared to be in good working condition. With that I reassembled the electrical to give it another try.
My inspection of the electrical clued me in on how to run the machine. It turns out the red lever on the front of the table controls a good deal of the machine. It starts off in a retracted middle position. Pulling it out and up turns the spindle motor on. From that position, left or right will move the table in the X axis. Moving the lever down from the initial position activates the brake which I didn't even know the machine had until I studied the electrical.
So, with my new found knowledge I repowered the machine, flipped the start lever, turned the toggle switch on, and moved the red lever up. This time the machine jumped to life. Cool! Left or right on the lever gets the table moving as expected. The lever on the side of the table moves it in the Y axis direction. There's an interlock to prevent it moving on both axes at once. Changing the feed speed works as expected. All three speeds on the motor work. Reversing the spindle direction works. The brake even works and quickly too. As best I can tell, everything works well on the machine. Other than a quick temporary rattle from the motor when I start the machine, which I think is due to it running off a RPC, everything sounds good including the spindle. The spindle is a tad louder running CCW than CW but still seems fine either way. The spindle also has a powered downfeed but I'm not 100% sure how it works yet.
I need to get some new fuses for the coolant/oil pump which I haven't been able to test yet. I haven't made any chips with it yet but plan to soon! It's a little late so I'll get my electrical post up tomorrow.
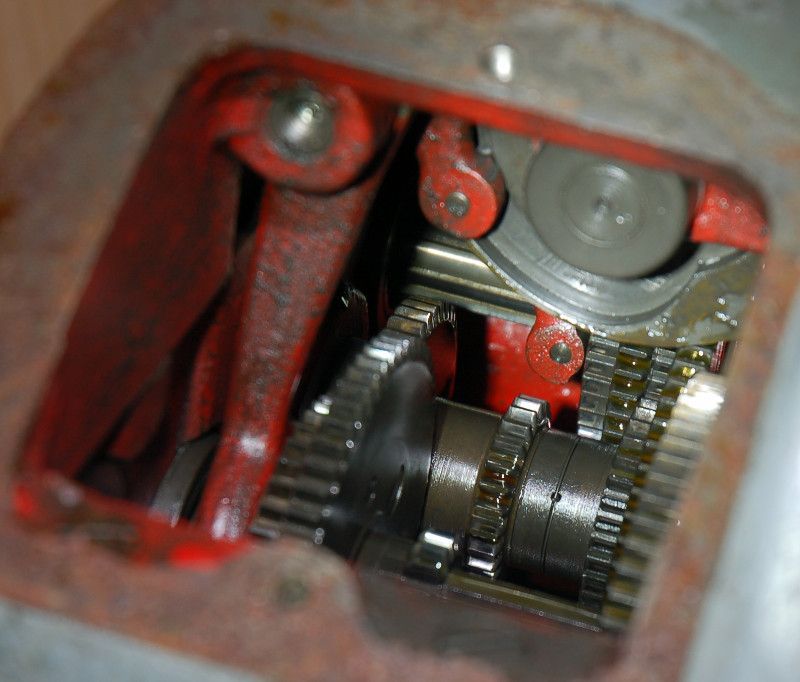
I do have a question. The gear boxes run with oil in the bottom of them. What type of oil do you suggest I run in them? The little bit of oil in there didn't seem very thick like automotive gear oil but might not have been the correct weight anyway. Here's a view of one of the gearboxes if it helps.