johnoder
Diamond
- Joined
- Jul 16, 2004
- Location
- Houston, TX USA
Some of you may recall the pair of burnouts I got for making a clamp-on wrench for holding the 9 3/4" OD spindle nose of the teens/twenties 24" Lodge & Shipleys to assist in unscrewing the spindle tooling.
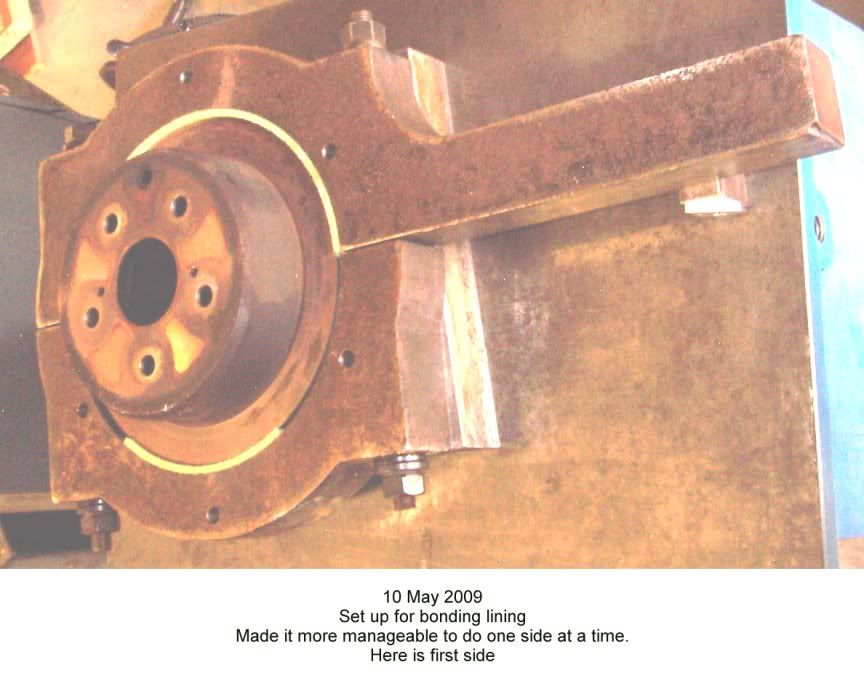
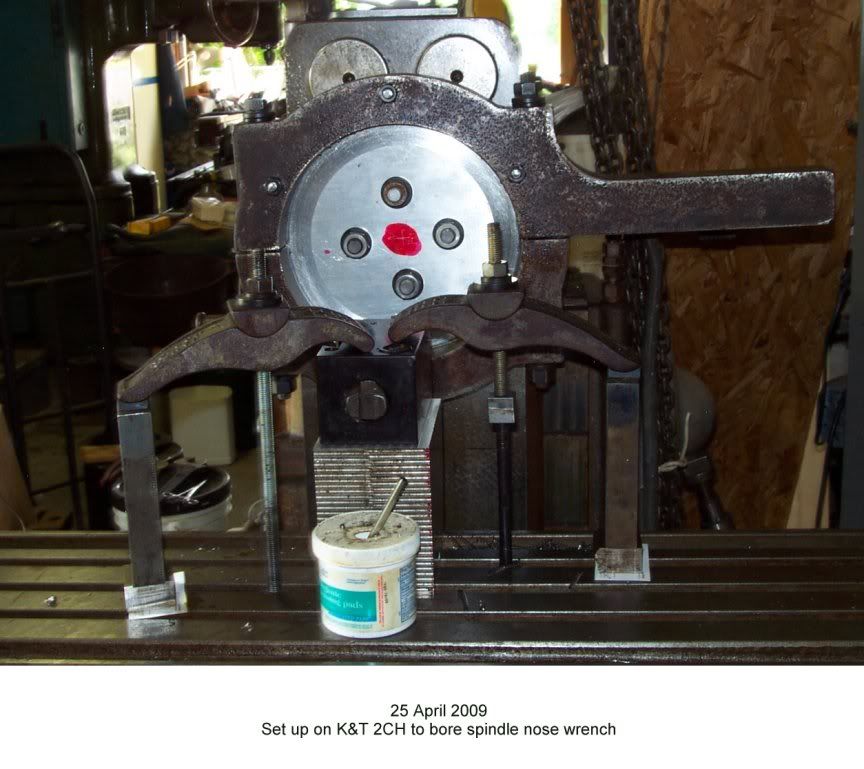
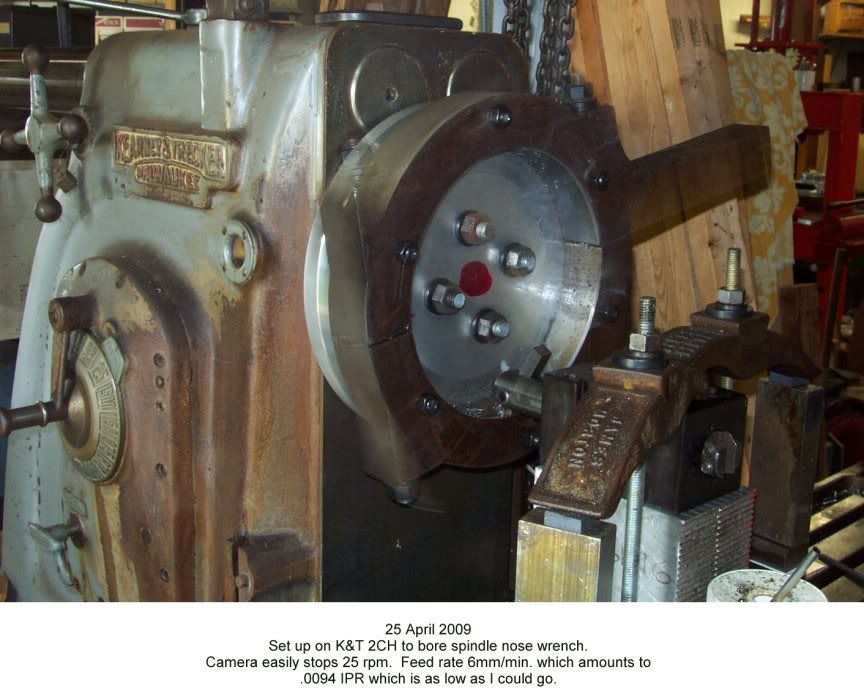
I finally got around to making the set up on my K&T 2CH Plain. As a "lathe", it easily swings the 36" this wrench amounts to. Boring it for McMaster-Carr's highest friction brake lining, which I will bond into the bore with Plio Bond 20.
This worked well, but due to avialable high feed rate and not especially rigid set-up, I limited my self to 0.5mm DOC (about .020")
Here are the burn outs from 2" plate:
http://img.photobucket.com/albums/v337/johnoder/24%20X%20168%20LS/Headstock/DCP_1004.jpg
Here are some photos:


And here are links to two more:
http://img.photobucket.com/albums/v337/johnoder/24 X 168 LS/Headstock/DCP_1248.jpg
http://img.photobucket.com/albums/v337/johnoder/24 X 168 LS/Headstock/DCP_1249.jpg
John Oder
I finally got around to making the set up on my K&T 2CH Plain. As a "lathe", it easily swings the 36" this wrench amounts to. Boring it for McMaster-Carr's highest friction brake lining, which I will bond into the bore with Plio Bond 20.
This worked well, but due to avialable high feed rate and not especially rigid set-up, I limited my self to 0.5mm DOC (about .020")
Here are the burn outs from 2" plate:
http://img.photobucket.com/albums/v337/johnoder/24%20X%20168%20LS/Headstock/DCP_1004.jpg
Here are some photos:
And here are links to two more:
http://img.photobucket.com/albums/v337/johnoder/24 X 168 LS/Headstock/DCP_1248.jpg
http://img.photobucket.com/albums/v337/johnoder/24 X 168 LS/Headstock/DCP_1249.jpg
John Oder


")
")