Adam:
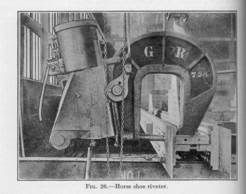
In answer to your question about the use of the big "squeeze" rivetter: The answer is the work was handled by overhead crane. The old American Locomotive Company's plant in Schenectady, NY still stands with many buildings intact. The boiler shop includes this comparatively tall building on a fairly small, approximately square footprint. This was the building where the boiler barrels were rivetted together. The boiler barrel sheets were first cut to dimension, laid out & punched for the rivetted longitudinal seams. The welt plates were then temporarily bolted into place to make up the seams. Holes were drifted as required to line things up. That being done, the barrel courses were then brought into the bay with the bull rivetter. The courses were stood on end, vertically. A few rivet holes would be reamed to bring them to fully rund & to corre4ct diameter for driving the rivets (typically 1/16-1/8" over nominal rivet size). The barrel courses were then rivetted by the use of the bull rivetter. It is a lot easier to handle a barrel course stood on end, feeding up and down as required into the throat of the bull rivetter.
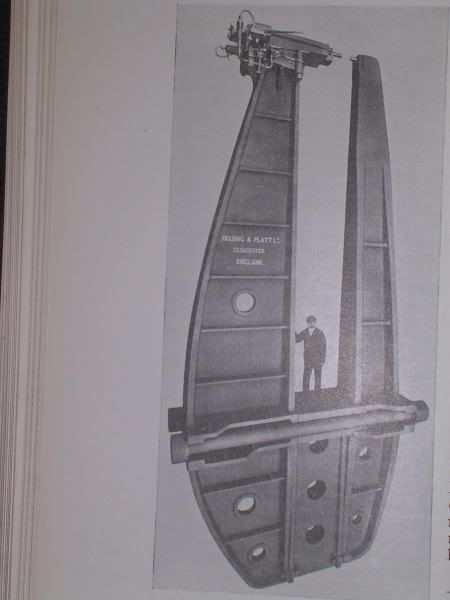
With a bull rivetter like the one shown in the old picture, it would be possible to rivet the long seams and circumferential seam tying two barrel courses together. The idea in the locomotive plants, was to do things as quickly and easily as possible with minimal manpower. By rivetting the barrel courses together with the bull rivetter, a boiler barrel could go together quickly. If you look at a locomotive boiler, there are a number of larger diameter long rivets which must be driven thru the "foundation ring" or "mud ring" at the base of the firebox. These rivets can be 6 inches long x 1 1/4" diameter. The driving of the mudring rivets was a job for a bull rivetter as well. It did not need a deep throat, just plenty of power.
FWIW: Rivetting done using hand-held rivetting guns and bucking tools was called "hand rivetting"- even though air hammers drove the rivets. rivetting done using a bull rivetter or squeeze rivetter was called "power rivetting".
With any rivetting job, aside from forming the heads, the shanks had to "upset" to fill the rivet holes. Typically, a rivet hole was reamed 1/16 to 1/8" larger than nominal rivet diameter. If driving a 1" rivet, the hole might be reamed
1 1/16". A properly driven rivet had to "upset" so that the shank completely filled the hole and bound solidly. On rivetted seams, if you consider the barrel sheet and two welt plates, you might have 2 1/2" or thereabouts of thickness for the rivet shank to have to upset into. With properly sized guns for driving and bucking, there was no problem driving the rivets by hand. Get into something like mudring rivets or rivets to hold a cast steel drawbar pocket onto a tender frame, and you had some long shank rivets to deal with. That is where the bull rivetter really came into its own.
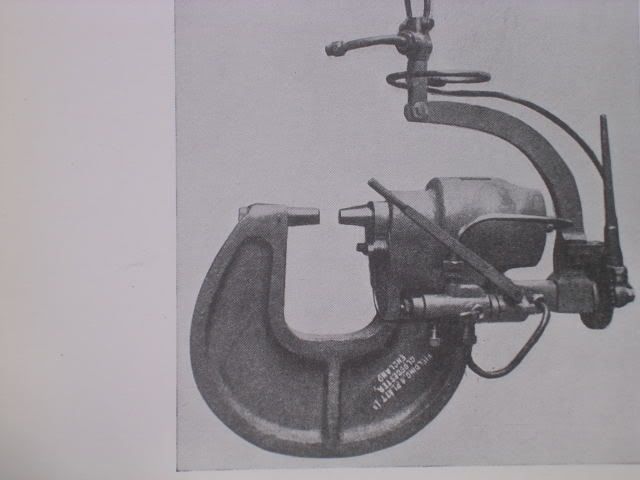
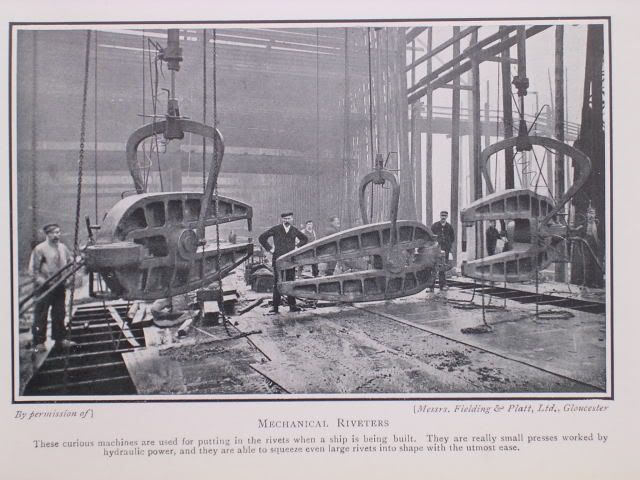
Smaller squeeze or bull rivetters were hung on job cranes. These could be used on smaller rivetting jobs. Typically, shipyards used large numbers of these smaller bull rivetters for rivetting seams on hull plating.
Structural steel fabrication shops also used these small bull rivetters in large numbers. We even had one in the structural shop at Brooklyn Technical HS. In 1964, when I started at Tech, they were still teaching students about rivetting. Tech offered a Civil Engineering program along with perhaps ten other types of pre-enginering programs. I went with Mechanical. However, I did get into the structural shop at at Tech a few times. They had an electric resistance rivet heater and a bull rivetter as well as the usual rivetting guns.
Just a couple of weeks ago, I was on a job where we were realigning a Tantor Gate at one of the dams. A Taintor Gate is a type of floodgate. This particualr Taintor Gate was built in 1921 and is more on the lines of a "Bascule" type of drawbridge, using about an 80 ton counterweight. The gate assembly is made up of lots of rivetted steelwork. We had a contractor on the job with a tug, barge and crane along with a few ironworkers. One of the younger ironworkers looked at the steel work and asked me about rivetting. He was looking at stuff like box-girders, as well as the rivetted gate which is put together much like a ship's hull. I explained which rivets were field driven and which were shop driven. The rivets driven by the big bull rivetters had neatly centered heads, with just a bit of "flash" where excess steel was squeezed out under the rivet set (die). When a rivet is driven, it is necessary to first figure how much shank must stick out of the assembled seam to allow for forming the head. Different manufacturers of rivet sets gave different lengths as allowance for forming the heads. If there was a little more shank sticking out than was needed to form the head, the bull rivetter would squeeze until there was some "flash" with the excess shank forced out between the rivet set and the sheet (if a boiler) or whatever structural member was being rivetted. Field driven rivets would simply have a little higher head.
If you look at a bridge job, you will realize thousands of rivets had to be driven. I believe the Verazzano-Narrows Bridge (connecting Brooklyn, NY with Staten Island, NY) was the last great rivetted job in the USA. The Verazzano Bridge was complete in 1964 or '65. One tower was built by American Bridge (formerly part of US Steel) and one tower was built by Bethlehem Steel. The main towers of that bridge are all rivetted as are most of the steel for the decks. The only way either American bridge or Beth Steel could have economically shop fabbed the iron for those towers was to use bull rivetters on shop rivetted connections. The use of welding for steel fabrication was already in widespread use by 1964, so why the VZ Bridge was fabricated by rivetting is something I never learned.
Joe Michaels

 to have it.
to have it.