randyc
Stainless
- Joined
- Aug 18, 2003
- Location
- Eureka, CA, USA
Picked up this old-timer coupla' days ago. It attracted me for several reasons, one of which was the manufacturing year corresponded with my birth year. The lathe was ordered/received by the U.S. Army, used and then stashed away in some storage area until the previous owner bought it six years ago.

(Specifications are appended to this post.)
The machine came with steady and follower rests, taper attachment, lantern tool post, dead and live centers, drill chuck, 3-jaw chuck, Armstrong tool holders and so on - all in good condition. The gears, rack and lead screw also appear to be in good condition but the ways show typical signs of abuse. The G.I. "machinists" probably attended a four to six week school to learn how to operate this lathe ... but apparently the course on how to protect sensitive areas of the machine was skipped by a number of the operators.
The previous owner stoned the ways and did a good job in my opinion. The carriage moves easily without excess lateral movement although there is a bit of stickiness at the tailstock end of the ways, as one would expect. Cross-slide and compound-slide were smooth but again with the cross-slide being a bit tacky at the extremes of travel. About thirty seconds were required to adjust the gibs to an acceptable level.
The ancient 3-jaw chuck, the only work holder included with the machine, is almost black with oxidation (and 70 year old mung) but it works fairly well as long as work is held along the entire length of the jaws. No matter since this chuck will probably be removed and maybe used on one of the milling machines for slotting, squaring and so forth. Oh yeah, an evaluation of the spindle run-out yielded .0015 in 16 inches.
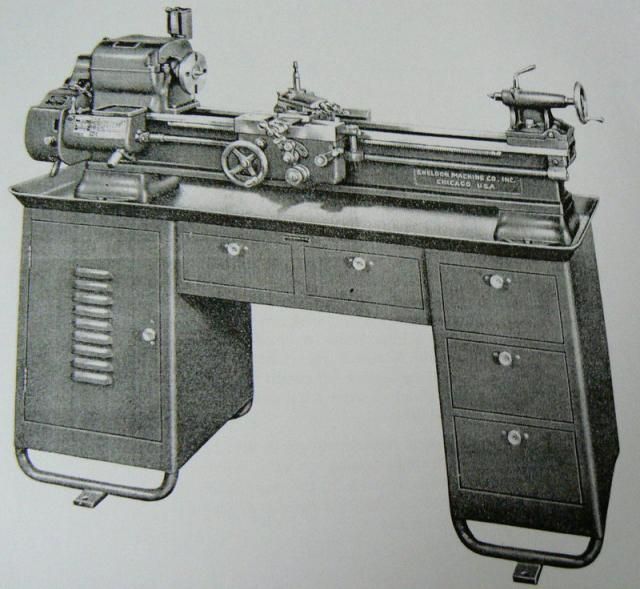
The illustration from the Army Maintenance and Parts manual
Bad things:
The tailstock ram was incredibly stiff in certain areas, suggesting something was bent. I suspected the ram (although how that would happen is a mystery). Actually the culprit was the tailstock spindle - the left hand Acme thread was bent out of concentricity to the other diameters that align this part with the ram and the tailstock bore. Now THAT is even a bigger mystery ! The problem was corrected although some time was expended diagnosing the fault.
Carriage lock doesn't function. Some caveman put enough torque on the locking bolt so that it sheared at the locking gib under the ways. I need to remove the broken piece and make another locking bolt, easy fix.
Gear noise in one position of the primary high/low selector prior to the QC gearbox. Not yet diagnosed.
Continuing:
My only other lathe is a small Enco-Maier set up with collets. The little Austrian machine was cool for 90% of my needs but there was occasional need for chucking, 3 or 4 jaw. It's a PITA to make the change-over (on my home-built collet system) so I have wanted a second lathe for a long time equipped with a chuck(s). Additionally, the small Austrian lathe is limited between centers at 18 inches.
I don't have a problem with Armstrong tool holders, especially for a machine set up with chucks and intended for single part production. Nevertheless the Armstrong system is limited for parting and boring, IMO. I had made a set of solid toolholders for the small lathe some years ago but never used them for some reason. Turns out that, with a 5/16 riser plate, they are suited for the Sheldon and considerably more rigid than the old lantern tool post.

I'm content with this machine and, for my purposes, looks like I have good work coverage between the two lathes.

Cheers,
randyc
Description of the lathe from the U.S. Army Maintenance and Parts Manual:
swing over bed and saddle wings: 11-1/4 inches
swing over saddle: 7 inches
bed length: 56 inches
center distance: 34-3/4 inches
spindle hole: 1-3/8 inches
headstock taper: 5 MT
tailstock taper: 2 MT
spindle threads: 2-1/4 - 8
speed range: 50 - 1355 RPM

(Specifications are appended to this post.)
The machine came with steady and follower rests, taper attachment, lantern tool post, dead and live centers, drill chuck, 3-jaw chuck, Armstrong tool holders and so on - all in good condition. The gears, rack and lead screw also appear to be in good condition but the ways show typical signs of abuse. The G.I. "machinists" probably attended a four to six week school to learn how to operate this lathe ... but apparently the course on how to protect sensitive areas of the machine was skipped by a number of the operators.
The previous owner stoned the ways and did a good job in my opinion. The carriage moves easily without excess lateral movement although there is a bit of stickiness at the tailstock end of the ways, as one would expect. Cross-slide and compound-slide were smooth but again with the cross-slide being a bit tacky at the extremes of travel. About thirty seconds were required to adjust the gibs to an acceptable level.
The ancient 3-jaw chuck, the only work holder included with the machine, is almost black with oxidation (and 70 year old mung) but it works fairly well as long as work is held along the entire length of the jaws. No matter since this chuck will probably be removed and maybe used on one of the milling machines for slotting, squaring and so forth. Oh yeah, an evaluation of the spindle run-out yielded .0015 in 16 inches.
The illustration from the Army Maintenance and Parts manual

Bad things:
The tailstock ram was incredibly stiff in certain areas, suggesting something was bent. I suspected the ram (although how that would happen is a mystery). Actually the culprit was the tailstock spindle - the left hand Acme thread was bent out of concentricity to the other diameters that align this part with the ram and the tailstock bore. Now THAT is even a bigger mystery ! The problem was corrected although some time was expended diagnosing the fault.
Carriage lock doesn't function. Some caveman put enough torque on the locking bolt so that it sheared at the locking gib under the ways. I need to remove the broken piece and make another locking bolt, easy fix.
Gear noise in one position of the primary high/low selector prior to the QC gearbox. Not yet diagnosed.
Continuing:
My only other lathe is a small Enco-Maier set up with collets. The little Austrian machine was cool for 90% of my needs but there was occasional need for chucking, 3 or 4 jaw. It's a PITA to make the change-over (on my home-built collet system) so I have wanted a second lathe for a long time equipped with a chuck(s). Additionally, the small Austrian lathe is limited between centers at 18 inches.
I don't have a problem with Armstrong tool holders, especially for a machine set up with chucks and intended for single part production. Nevertheless the Armstrong system is limited for parting and boring, IMO. I had made a set of solid toolholders for the small lathe some years ago but never used them for some reason. Turns out that, with a 5/16 riser plate, they are suited for the Sheldon and considerably more rigid than the old lantern tool post.

I'm content with this machine and, for my purposes, looks like I have good work coverage between the two lathes.

Cheers,
randyc
Description of the lathe from the U.S. Army Maintenance and Parts Manual:
swing over bed and saddle wings: 11-1/4 inches
swing over saddle: 7 inches
bed length: 56 inches
center distance: 34-3/4 inches
spindle hole: 1-3/8 inches
headstock taper: 5 MT
tailstock taper: 2 MT
spindle threads: 2-1/4 - 8
speed range: 50 - 1355 RPM

")

