Just got a Nichols Miller, SN 7R4830, I think that would make it a 1952 model. It has not run for a long time but looks to be in good shape and fairly complete, only modification I can see right off, is the table feed assembly, right to left, has been replaced with a home made set up, it's functional, but would be nice to find the original parts and a manual, anyone parting one of this vintage? comments and advise welcome.
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Largest Manufacturing Technology Community on the Web
Stay Connected:
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Nichols Miller
- Thread starter janc
- Start date
- Replies 21
- Views 5,105








Ohio Mike
Titanium
- Joined
- Oct 30, 2008
- Location
- Central Ohio, USA
Just got a Nichols Miller, SN 7R4830, I think that would make it a 1952 model. It has not run for a long time but looks to be in good shape and fairly complete, only modification I can see right off, is the table feed assembly, right to left, has been replaced with a home made set up, it's functional, but would be nice to find the original parts and a manual, anyone parting one of this vintage? comments and advise welcome.
Does indeed look like a 1952. I've never run one but they are a nice unit and have a healthy fan club.
Check out the downloads at Vintage Machinery.
W. H. Nichols Co. - Publication Reprints | VintageMachinery.org
thermite
Diamond
- Joined
- Sep 21, 2011
the table feed assembly, right to left, has been replaced with a home made set up,
Pretty safe bet that was done because it came into a previous owner's hands with a handlever table traverse for production milling.
Those aren't actually half-bad to use on a small-cutter-tooled mill when you do not have power-traverse. I'd plan to make a BETTER setup, "DIY" yerself.
Reason is, there has been more demand for parts to alter to hand-wheel from hand-lever for so long that most parts for it would have been scarfed-up long ago.
2CW
sfriedberg
Diamond
- Joined
- Oct 14, 2010
- Location
- Oregon, USA
That doesn't look very heavily modified. From the right end of the table, it looks like it was set up with a pneumatic cylinder at some point, which was a very common configuration. I'm not sure exactly what is sticking out apparently to the rear of the table more-or-less in line with the lever X feed spigot.
Nichols "toolmaker" variants had both the lever X feed and a conventional leadscrew X feed driven from a handwheel on the left end of the table. Production variants have a variety of feeds, and cylinder-driven feed was very common.
Nichols "toolmaker" variants had both the lever X feed and a conventional leadscrew X feed driven from a handwheel on the left end of the table. Production variants have a variety of feeds, and cylinder-driven feed was very common.
Greg Menke
Diamond
- Joined
- Feb 22, 2004
- Location
- Baltimore, MD, USA
Thats a nice late model mill. The left end of the table is where the micrometer dial and wheel would be, driving the feed screw which is mounted in ball bearings. It looks like you might have the half nut mounted which would be a big win because thats probably harder to source than a length of acme threaded rod.
As mentioned above the production feed is quite useful for some kinds of cuts- generally when you run the work all the way past the cutter ie not feeding a specific distance. My Nichols has the factory toolroom table and happened to be complete, I use the feed screw vs production feed about 50:50. Coolant is a big win on these mills when using slitting saws etc- low rpm small tooth kinds of cutters, I run habcool oil diluted to about 20w viscosity.
There are NOS parts available for these mills, but $$$ - I can try to track down the reference if you're interested... but fair warning by $$$ I mean hundreds of dollars for a handwheel sort of thing.
A few years ago the "ozark woodworker" on ebay was selling reproductions of a Nichols publication titled "What Can Be Done on a Nichols hand miller" - its somewhat whimsically drawn, but shows a number of useful setups on the machine- don't know if he's still selling them though. If the document is no longer available I can loan out mine if you're interested.
As mentioned above the production feed is quite useful for some kinds of cuts- generally when you run the work all the way past the cutter ie not feeding a specific distance. My Nichols has the factory toolroom table and happened to be complete, I use the feed screw vs production feed about 50:50. Coolant is a big win on these mills when using slitting saws etc- low rpm small tooth kinds of cutters, I run habcool oil diluted to about 20w viscosity.
There are NOS parts available for these mills, but $$$ - I can try to track down the reference if you're interested... but fair warning by $$$ I mean hundreds of dollars for a handwheel sort of thing.
A few years ago the "ozark woodworker" on ebay was selling reproductions of a Nichols publication titled "What Can Be Done on a Nichols hand miller" - its somewhat whimsically drawn, but shows a number of useful setups on the machine- don't know if he's still selling them though. If the document is no longer available I can loan out mine if you're interested.
From the input given (Thank you) and further research, it looks like it may not have a hand wheel and feed screw for table traverse when new, the paint on boss where the dial and hand wheel would go on the left for the table traverse is very thick and original, as if nothing was there. The components are there for the lever movement and something else was bolted onto the left side and could have been something on the right. There is/was a wire that goes through the knee to the left side, for?
There has been some rewiring from the original, but not bad enough to require a complete rewire, just a little clean up.
Looking at the voltage for this unit, it has Square D, AR-9.3 overload heaters on the main motor, which looks to be close to correct for the 1.5HP motor wired for 220V 3P, so it won't be to much trouble to wire up for motor testing.
Last photo is the tag on the coolant motor.
There has been some rewiring from the original, but not bad enough to require a complete rewire, just a little clean up.
Looking at the voltage for this unit, it has Square D, AR-9.3 overload heaters on the main motor, which looks to be close to correct for the 1.5HP motor wired for 220V 3P, so it won't be to much trouble to wire up for motor testing.
Last photo is the tag on the coolant motor.
Attachments




That doesn't look very heavily modified. From the right end of the table, it looks like it was set up with a pneumatic cylinder at some point, which was a very common configuration. I'm not sure exactly what is sticking out apparently to the rear of the table more-or-less in line with the lever X feed spigot.
It appears that it could be supplied with a X feed lever shaft, that could have the handle mounted on the back side of the table as well as the front.
sfriedberg
Diamond
- Joined
- Oct 14, 2010
- Location
- Oregon, USA
You may be right, but a lever in that position would be even more limited in travel than the normal one on the front, due to interference from the head and column. I've got about 19" of table travel on my Nichols, but only get roughly half of that from the lever. I made a long feed spigot extension (to avoid interference with the saddle and cross-feed handle) and mount a large handwheel on the extension for jobs needing the full travel. Can you tell if that rear spigot is connected to a pinion for the feed rack?It appears that it could be supplied with a X feed lever shaft, that could have the handle mounted on the back side of the table as well as the front.
From the photos, it looks like a previous owner has used all-thread rod for a lead screw. Much finer in pitch than the usual Acme screw. Be aware that you can use either the handwheel-driven lead screw or the lever-driven rack for X axis feed, but not both at the same time.
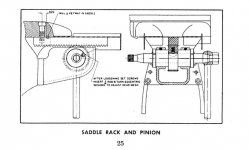
To disconnect the lead screw feed: If the previous owner made a half nut, unfasten the one bolt holding the half nut to the saddle, move the table slightly to the right until the half nut drops off the lead screw. If the previous owner used a full nut, advance the table all the way to the left (or as far as your job needs to go) and unfasten the one bolt holding the feed nut to the saddle. When you move the table back to the right, the lead screw will carry the feed nut with it.
Greg Menke
Diamond
- Joined
- Feb 22, 2004
- Location
- Baltimore, MD, USA
I found the reference to the company who bought out the Nichols inventory
Chas G Allen
I got a price list from them about 10 years ago, the selection of parts was quite limited, VERY $$$ I never bought anything from them, but back then at least they did have NOS half nuts for sale.
There are a number of Nichols threads on PM talking about half-nuts, should you wish to set up a more correct one. wrt the lever feed, a number of years back several of us on here banded together to buy a parts machine, one of the pieces I got was a shop-made 4-spoke capstan wheel which fits the square end of the front pinion drive, affording end-to-end drive of the table. I've only needed it a couple times though.
No clue what that little wire onto the knee is doing- any indications what part of the control circuit it was wired into?
Likewise that item under the table in the 1st pic of post #7 is a puzzle too- my machine doesn't have anything there or screw holes either IIRC.
Chas G Allen
I got a price list from them about 10 years ago, the selection of parts was quite limited, VERY $$$ I never bought anything from them, but back then at least they did have NOS half nuts for sale.
There are a number of Nichols threads on PM talking about half-nuts, should you wish to set up a more correct one. wrt the lever feed, a number of years back several of us on here banded together to buy a parts machine, one of the pieces I got was a shop-made 4-spoke capstan wheel which fits the square end of the front pinion drive, affording end-to-end drive of the table. I've only needed it a couple times though.
No clue what that little wire onto the knee is doing- any indications what part of the control circuit it was wired into?
Likewise that item under the table in the 1st pic of post #7 is a puzzle too- my machine doesn't have anything there or screw holes either IIRC.
sfriedberg
Diamond
- Joined
- Oct 14, 2010
- Location
- Oregon, USA
The green-painted U-shaped bracket? I think that was to receive the end of a pneumatic cylinder rod, but am not 100% sure.that item under the table in the 1st pic of post #7 is a puzzle too- my machine doesn't have anything there or screw holes either IIRC.
Greg Menke
Diamond
- Joined
- Feb 22, 2004
- Location
- Baltimore, MD, USA
I messed a bit a pneumatic table drive unit on my Nichols, the piston drove a rack with pinion mounted over the square end of the table drive shaft. An interesting arrangement, but the slide valve was worn very past usable...
Greg
Greg
The wire that goes through the knee is just a 120v hot line far as I can tell, the sub-sparky that previously worked on the wiring, ran all the 120v stuff, switch coils, light, etc and whatever this wire went to off an extension cord to a household plug, not the finest work, but most of the original wiring is intact.
This is the high speed ball bearing model, even still has the pulley for the high speed range, don't know if I would ever use that.
A Coopers Hawk came by to check it out and hung out for a while.
This is the high speed ball bearing model, even still has the pulley for the high speed range, don't know if I would ever use that.
A Coopers Hawk came by to check it out and hung out for a while.
Attachments




thermite
Diamond
- Joined
- Sep 21, 2011
A Coopers Hawk came by to check it out and hung out for a while.
We'll get 15 to 30 turkey buzzards roof-ridge setting, two or three homes 'observing" whilst 2 to 4 who must have drawn lots argue over a single road-kilt squirrel.
They show up, no squirrel in sight?
I just go and take a shower, even if it ain't yet Saturday evening. Don't move as fast as I usta do.
Greg Menke
Diamond
- Joined
- Feb 22, 2004
- Location
- Baltimore, MD, USA
Those Coopers Hawks are serious business, they fly past from time to time, preceeded by all the songbirds vanishing into the bushes. One perched on our birdfeeder for a few moments a while back, sure glad im not a mouse...
That high speed spindle helpful for small endmills, drills etc. Mine has the conventional spindle, its ok but kind of slow on 1/4" endmills etc
That high speed spindle helpful for small endmills, drills etc. Mine has the conventional spindle, its ok but kind of slow on 1/4" endmills etc
thermite
Diamond
- Joined
- Sep 21, 2011
Been around raptors for "a while" now. The single most impressive encounter was a moonlight stroll with a GF on a footpath paralleling a HV powerline cut. Strolling along, hand in hand, we see a rabbit, center of the path, "frozen", about a dozen feet ahead.Those Coopers Hawks are serious business, they fly past from time to time, preceeded by all the songbirds vanishing into the bushes. One perched on our birdfeeder for a few moments a while back, sure glad im not a mouse...
Just then there was an eerie fleeing of the merest draugth of air, tiny hairs on the back of yer neck, and no more sound that a moth makes fluttering against a screen-door, and only very briefly subliminally detectable, at that.
An Owl - of whatever tribe lives in Northern Virginia - better than three feet, wingtip to wingtip, had just barely cleared our heads, lifted-off with the rabbit, still with near-zero sound of its wing-beat on the climb-out. Get past feathers and wings nd "impression' of size, odds-are the Owl was lifting more than its own body-mass, too.
Rodents? I read up on it once. Tiny "Barn Owl" momma does-in an average of 13 mice each DAY when feeding her nestlings.
No wonder they were so beloved of G'Dad's corn, cereal-grain, and haying generation.
That high speed spindle helpful for small endmills, drills etc. Mine has the conventional spindle, its ok but kind of slow on 1/4" endmills etc
+ 2. How soon we forget just HOW tiny an endmill these, or my Burke, can manage, or how well - what with about half the count of a vertical's joints and swivels and advancing quills that gang-up and stack-up cumulatively to reduce rigidity of placement. The brute-simple horizontal "just delivers" 'coz there ain't much THERE to move.
"Rigidity" isn't just for hogging. It is also "predictability" and "trustworthy" useful on the very finest of work.
Greg Menke
Diamond
- Joined
- Feb 22, 2004
- Location
- Baltimore, MD, USA
We get sharp-shinned hawks sometimes too- a bit smaller, very smooth and poised.
OTOH the best time I've ever had with a bird was watching mockingbirds mercilessly torture the cats; whenever the cats walked across the yard the mockingbird would glide out of the trees right behind them, peck them on the back of the head and veer off- occasionally a couple times even if the cat started running. It got to the point that the cats would slink around in the bushes and not dare to venture into the yard. Probably humiliating for the cats and some good honest payback for the birds lol
cat or nmtb40 er-32 collet chuck with shortest possible gage length is very handy on the Nichols, the y axis does not give a lot of room for drilling. A small drill chuck on a straight shank is handy to provide some reach for the drill but a full-on cat/nmtb40 drill chuck starts to be a bit long for the machine unless chosen carefully.
Weldon shank endmill holders are a great match for larger tooling, I probably use them most often on the Nichols, followed by large diameter thin slitting saws ( >=4" diam, few 64th's thickness). Shell end-mills are super handy too- the nmtb40 spindle is a big advantage. Production feed is advantageous for the saws and shell-endmills, gives a much better feel for how the tool is cutting.
OTOH the best time I've ever had with a bird was watching mockingbirds mercilessly torture the cats; whenever the cats walked across the yard the mockingbird would glide out of the trees right behind them, peck them on the back of the head and veer off- occasionally a couple times even if the cat started running. It got to the point that the cats would slink around in the bushes and not dare to venture into the yard. Probably humiliating for the cats and some good honest payback for the birds lol
cat or nmtb40 er-32 collet chuck with shortest possible gage length is very handy on the Nichols, the y axis does not give a lot of room for drilling. A small drill chuck on a straight shank is handy to provide some reach for the drill but a full-on cat/nmtb40 drill chuck starts to be a bit long for the machine unless chosen carefully.
Weldon shank endmill holders are a great match for larger tooling, I probably use them most often on the Nichols, followed by large diameter thin slitting saws ( >=4" diam, few 64th's thickness). Shell end-mills are super handy too- the nmtb40 spindle is a big advantage. Production feed is advantageous for the saws and shell-endmills, gives a much better feel for how the tool is cutting.
thermite
Diamond
- Joined
- Sep 21, 2011
cat or nmtb40 er-32 collet chuck with shortest possible gage length is very handy on the Nichols, the y axis does not give a lot of room for drilling. A small drill chuck on a straight shank is handy to provide some reach for the drill but a full-on cat/nmtb40 drill chuck starts to be a bit long for the machine unless chosen carefully.
Weldon shank endmill holders are a great match for larger tooling, I probably use them most often on the Nichols, followed by large diameter thin slitting saws ( >=4" diam, few 64th's thickness). Shell end-mills are super handy too- the nmtb40 spindle is a big advantage. Production feed is advantageous for the saws and shell-endmills, gives a much better feel for how the tool is cutting.
My Burke is # 9 B&S, but soo, too the vertical head of the Quartet and the Ellis DH. I'm well covered with 9 B&S collets, a 9 B&S master-collet that holds Gorton triangual-tail collets - ranges just expanded, thanks to surplus Brian Miller had - a goodly range of 9 B&S side-locks, both ER-40 and ER-20 plus PDQ-Marlin "VS", some adapters to MT, and a few conventional drill-chucks.
The short 13" one-tee-slot table is the pivoted "universal" type, but would be a point of some frustration, were it not for the 48" table on the nearby Quartet - and its 40-taper 5 HP horizontal spindle.
Adam's late Dad also included a K&T slotter and a K&T angle head, (40-taper), that had been adapted to the Quartet, so I suppose it was already technically a "sextet". If/as/when I cobble the cold-saw and chuck/faceplate adapters for "tee lathe" I have in mind for it into being, then Septet and Octet?
At over 5200 Avoir, it is no "Shopsmith" level Swiss Army knife, but all that wants a minimum 9-foot radius circle to allow the 180-degree changeover, vertical to horizontal alone (Horizontal is in the turret, not the base!).
I can can see why they failed in the marketplace.
Even in tight space on a seagoing vessel, two separate mills plus a drillpress take up less floorspace and can be used by three people on three jobs instead of one person on one job at a time. OR.. for one person... require less time wasted on re-configuring, back and forth.
And did I forget to mention "complicated"? I suspect the reason no manuals can be found for Quartet combo mills is that Houdaille buried them to avoid risk of a patent war with Rube Goldberg's heirs.
")
I had set-out to acquire a Van Norman or a Diamond mill with sliding head, overlooked the nearly identical-to-Diamond Nichols out of ignorance at the time.
I was not even aware the sliding head could be used with a handlever feed to play an "active" role as an extra axis, not just be positioned statically and locked. More versatile than first appears, the Nichols, Diamond, and a workalike with sliding head that Burke also made.
I would have been so much better served with any of those vs the tiny Burke I DID buy that I might never have acquired the overly complex Quartet and dragged it a thousand miles home!
OTOH, I don't "make" anything but excursions after more trivial knowledge than I've already put by, tests, excuses, or the odd repair to the Old Iron as an end-product when procrastination unexpectedly fails... so the complexity has been a bit of fun. So far.
Greg Menke
Diamond
- Joined
- Feb 22, 2004
- Location
- Baltimore, MD, USA
Using the sliding head as an additional axis works well for applicable jobs; consider 2 stops on the x axis, 2 on the "head axis", the cutter can repeatably traverse the sides of a parallelogram, leaving the y axis for depth-of-cut. Good for pockets, drilling corners etc. Its probably not much of a time savings on a qty 1 job but when repeating for several parts that need to align after thats a different story. It is nice for die sinking kinds of work- no counting turns on the micrometer dials, just traverse each axis to the stops, plunge, traverse again and so on.
The "Things that can be done" doc goes into using u-shaped spacers on the head axis stop rod, removed so the cutter can be traversed away from the work, but still repeat at both limits when the spacer is replaced.
The "Things that can be done" doc goes into using u-shaped spacers on the head axis stop rod, removed so the cutter can be traversed away from the work, but still repeat at both limits when the spacer is replaced.
Got a chance to check it out today, lubed and oiled everything, wired it up and everything looks good. All switches and motors work as they should, both the spindle and coolant motors run smooth, quiet and cool, the spindle runs very smooth and looks good.
Now that things look OK, it's time to clean, drain and relube everything, clean up the wiring and try it out.
Now that things look OK, it's time to clean, drain and relube everything, clean up the wiring and try it out.
Similar threads
- Replies
- 59
- Views
- 5K
- Replies
- 71
- Views
- 2K
- Replies
- 0
- Views
- 736