melle88
Plastic
- Joined
- Oct 14, 2008
- Location
- Amsterdam,The Netherlands
Hi all of you,
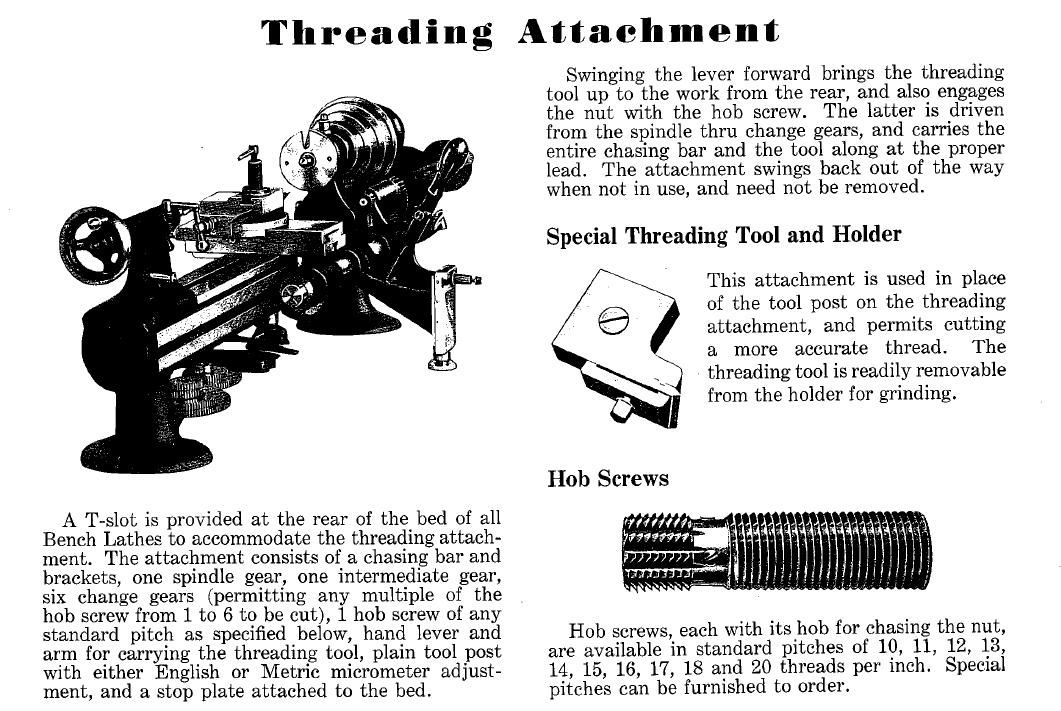
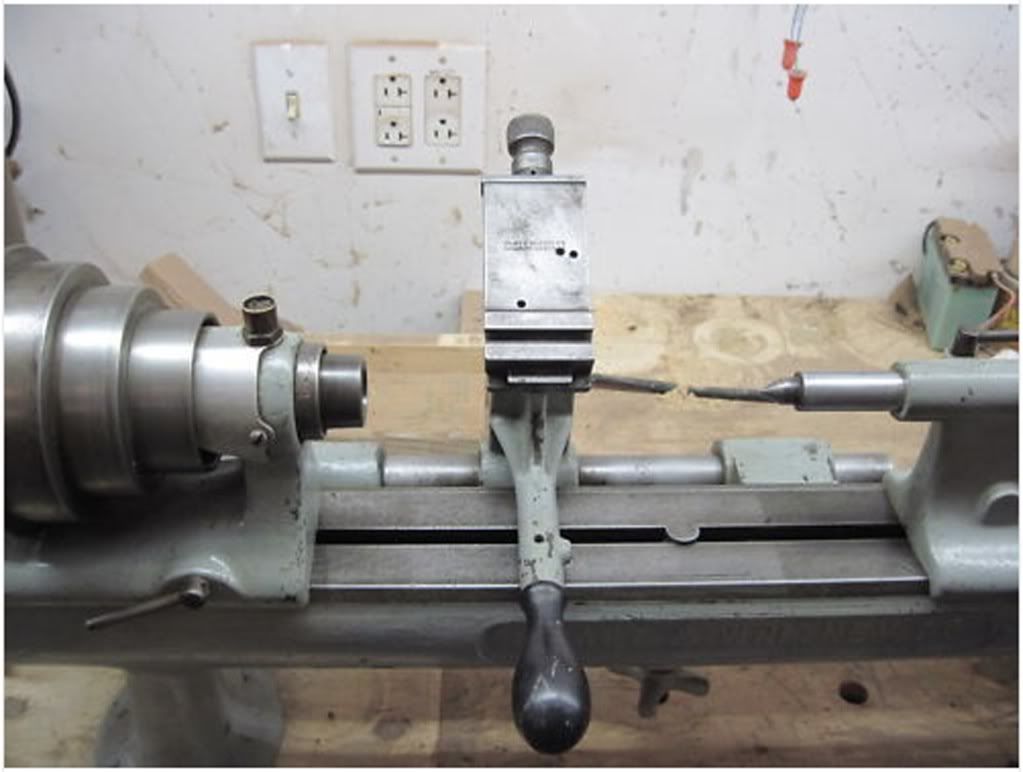
I need a bit of help here. (don't we all) Years ago I bought a lathe that happened to be a P&W No3 bench lathe. I fell in love with it right away. After a couple of years I found out what it was and that the "wooden" bed that came with it was not original. Finding out that there was a little milling machine brother was even a bigger thrill. Now years later and watching ebay close every day I have the biggest part of the family together! Always looking for little bits and pieces. There is nothing around here, the Netherlands, so that makes it harder. But not long ago I managed to by a, long desired, "chase threading attachment" on ebay. I found out that that was not complete either.
I have got only one master thread, so I am looking for more and I am missing most of the change gears, which is not a big deal. But what is a pity is that I do not have a clue as what the gear that is attached to the headstock spindle looks like or how it is attached??? Is there anybody out there who can supply me with pictures or measurements so I can make something myself?? I would probable be able to reinvent the wheel but why bother!
Any help would be greatly appreciated.
Many thanks,
Melle Wondergem
Amsterdam
I need a bit of help here. (don't we all) Years ago I bought a lathe that happened to be a P&W No3 bench lathe. I fell in love with it right away. After a couple of years I found out what it was and that the "wooden" bed that came with it was not original. Finding out that there was a little milling machine brother was even a bigger thrill. Now years later and watching ebay close every day I have the biggest part of the family together! Always looking for little bits and pieces. There is nothing around here, the Netherlands, so that makes it harder. But not long ago I managed to by a, long desired, "chase threading attachment" on ebay. I found out that that was not complete either.
I have got only one master thread, so I am looking for more and I am missing most of the change gears, which is not a big deal. But what is a pity is that I do not have a clue as what the gear that is attached to the headstock spindle looks like or how it is attached??? Is there anybody out there who can supply me with pictures or measurements so I can make something myself?? I would probable be able to reinvent the wheel but why bother!
Any help would be greatly appreciated.
Many thanks,
Melle Wondergem
Amsterdam























") !!
!!