DocsMachine
Titanium
- Joined
- Jan 8, 2005
- Location
- Southcentral, AK
Some of you may remember my rebuilding a Nichols horizontal mill, with more than a little help from several long-time regulars here.
Well, while I got quite a bit of use out of that machine, it never really lived up to it's full potential, because having been a repetitive-use factory machine, the middle third of the table travel was severely worn. Like rock the table a quarter-inch at the ends, worn. (When centered.)
So I wound up only using it for roughing and chop-saw-like duty, or other things that didn't need table movement.
In early 2018, I dismantled it and two other of my various manual machines, and sent them all on what turned out to be a rather convoluted path to a grinding shop to have them all finished back to straight and true.
I finally got them back in April of this year, and in this case, theoretically I could just throw it back together and put 'er back into use.
But nooOOooo! I gotta make more work for myself!
The story here is that when I put the Nichols together back in 2009, I hadn't settled on the shade of grey I liked. I'd flipped through the book at the paint store, found one that I thought looked right (I was looking for a grey with a slight hint of blue, sort of a battleship grey) but of course it only looked right under the store lighting.
In actual application, it looked damn near white. With a hint of blue.
By itself, the machine looked fine, but as I got others in, that were the... I guess 'correct' shade of grey, the brighter and whiter the mill looked. And the less happy I was about it.
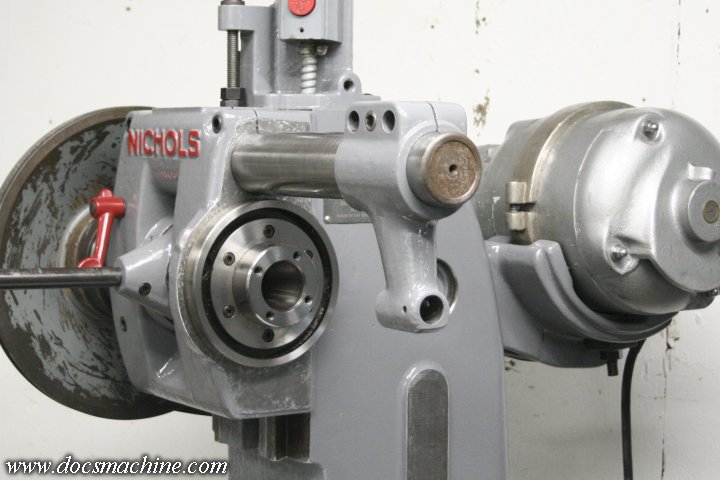
So, I suppose, no time like the present. Original put'near white, now with some handling damage from the excursion:

And then with a first coat of the more proper grey.

Now, this isn't a spur-of-the-moment change. I'd painted the belt cover for the mill, a year or more ago, expecting to also do other parts so it would all be ready to go once the bed came back.
Well, we all know how those kinds of plans go.
Once I had the parts back, I was in part forced by lack of space, to start reassembling what I could of all three, getting the Stockbridge Shaper mostly together, as well as the infamous Springfield Lathe.
After clearing some floor space, I turned my attention to the Nichols, and decided to do a full repaint, as well as attend a few other minor issues.

The three machines' grinding work and shipping, after all, cost me a bloody fortune, so I might as well take the time to do it up right. If I'm gonna have that much cash sunk into the thing, it might as well be as good and as accurate as I can make it.
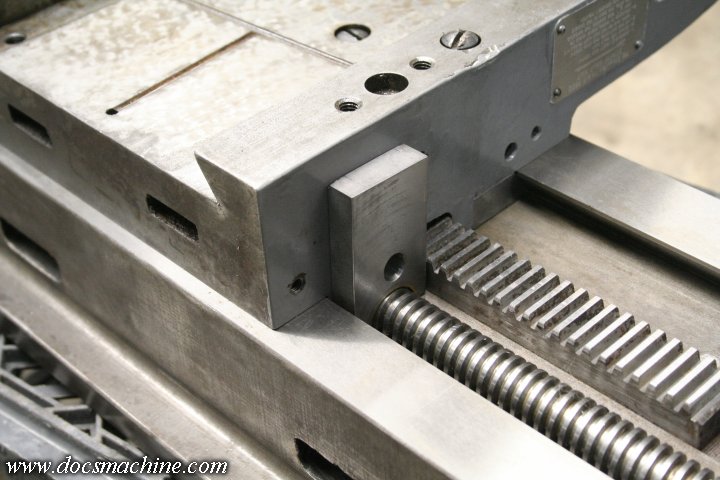
The table and saddle were, of course, already off the machine, so it wasn't much work to get the knee and motor off as well.
After that was the head, which of course required disassembling the spindle...

Which got me down to a mostly-bare column casting on my handmade riser base...

Which of course came off too, so I could paint everything properly.

To be continued...
Doc.
Well, while I got quite a bit of use out of that machine, it never really lived up to it's full potential, because having been a repetitive-use factory machine, the middle third of the table travel was severely worn. Like rock the table a quarter-inch at the ends, worn. (When centered.)
So I wound up only using it for roughing and chop-saw-like duty, or other things that didn't need table movement.
In early 2018, I dismantled it and two other of my various manual machines, and sent them all on what turned out to be a rather convoluted path to a grinding shop to have them all finished back to straight and true.
I finally got them back in April of this year, and in this case, theoretically I could just throw it back together and put 'er back into use.
But nooOOooo! I gotta make more work for myself!
The story here is that when I put the Nichols together back in 2009, I hadn't settled on the shade of grey I liked. I'd flipped through the book at the paint store, found one that I thought looked right (I was looking for a grey with a slight hint of blue, sort of a battleship grey) but of course it only looked right under the store lighting.
In actual application, it looked damn near white. With a hint of blue.
By itself, the machine looked fine, but as I got others in, that were the... I guess 'correct' shade of grey, the brighter and whiter the mill looked. And the less happy I was about it.
So, I suppose, no time like the present. Original put'near white, now with some handling damage from the excursion:
And then with a first coat of the more proper grey.
Now, this isn't a spur-of-the-moment change. I'd painted the belt cover for the mill, a year or more ago, expecting to also do other parts so it would all be ready to go once the bed came back.
Well, we all know how those kinds of plans go.
Once I had the parts back, I was in part forced by lack of space, to start reassembling what I could of all three, getting the Stockbridge Shaper mostly together, as well as the infamous Springfield Lathe.
After clearing some floor space, I turned my attention to the Nichols, and decided to do a full repaint, as well as attend a few other minor issues.
The three machines' grinding work and shipping, after all, cost me a bloody fortune, so I might as well take the time to do it up right. If I'm gonna have that much cash sunk into the thing, it might as well be as good and as accurate as I can make it.
The table and saddle were, of course, already off the machine, so it wasn't much work to get the knee and motor off as well.
After that was the head, which of course required disassembling the spindle...
Which got me down to a mostly-bare column casting on my handmade riser base...
Which of course came off too, so I could paint everything properly.
To be continued...
Doc.















")