I had been assuming the truing wheel might be intended to run at somewhat less sfpm than the grinding wheel, and while doing this, is intended to put a rolling pressure on the grinding wheel to disturb the GW bond, and then drag the loosened grit away?
It's not rolling pressure that does it. A typical resin bond is much too hard to dress with just pressure. If the bakes in your dresser don't engage you won't be able to take anything off the wheel. This happens when the brakes get dirty and bind up. There are diamond wheels designed to be crush dressed with diamond form rolls but they are very soft special bonds and need continuous redressing.
Basically a grinding action takes place between the two wheels. The best dress is when a "tail" or mound of bond is left behind each exposed diamond. Sort of looks like a teardrop with the diamond grain exposed at the front of the teardrop with supporting bond behind it. Brake controlled devices do the best job of providing this open dress structure. But they aren't the only way to dress a diamond wheel. Normal bake controlled dressers run at 1000-1500 SFM.
As promised here's some pics.
My Leblond #2 cutter grinder that we use for wheel dressing for our SG wheels. This machine is a little different in that the table rotates on the base. Most machines rotate the grinding head to get different angles. Note the mandatory accessory on the floor on the left. This is a very dusty operation. Here the machine is set up for dressing a 45 deg. chipbreaker wheel with a motorized dresser.
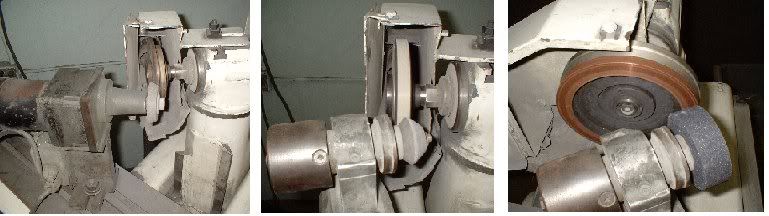
Left- setup to dress 45 deg angle on wheel with motorized dresser. This is a Bodine 660 RPM gearmotor with a custom shaft extension on the end. We use this dresser on wheels that are too hard to dress with the bake dresser. ( ultra fine 1000 to 1800 grit wheels)
Center - Table at zero degree with brake controlled dresser set up to dress an OD wheel. This dressing wheel is just about used up. I dress with the outside of the wheel then flip the dressing wheel over and use up the other side. Here I am using the center high point that is left.
Right - Table at 90 degrees with new dressing wheel about to dress a face wheel.
Left - CNC 4 axis dressing it's own wheel. Table speed = 80 IPM, Infeed = .0006 per pass.
Center - Newer style Norton dresser on an Agathon 250-PA IC grinder. This type of dresser has a knob on the back that you spin by hand. This keeps your fingers away from the grinding wheel.
Right - An Agathon motor started brake controlled dresser on a 250-FS T-land grinder. This dresser rotates via an electric motor at low speed so you don't have to start it by hand. Once the diamond wheel touches a one way clutch allows the dresser to spin faster and the brakes take over.
Now a trip in the way-back machine to the early 70's and my first dresser. I think I was 15 when I built this.
The ultimate low-buck diamond wheel dresser. One old gearmotor found in Dad's garage, cost $0.00. One steel plate found next to local RR tracks, cost $0.00. Two shaft collars from local hardware, cost about $5.00.
Yes, it works. Not as fast as a Norton dresser and not quite as open of a dress but much cheaper.
Just set it on the chuck with the rotation the same direction as the grinding wheel is pushing it, plug it in, and bring your wheel down till it touches. Feed in/out while slowly downfeeding.
Bob