peterh5322
Diamond
- Joined
- Dec 15, 2002
- Location
- Monterey Bay, California
Herein is presented a solution for generating all 23 standard and model
maker's metric pitches on a Hardinge TL.
All gears are from Boston Gear Works' 20 DP 14-1/2 PA change gear series,
and are readily available from Boston Gear distributors.
Recent quotations have been in the neighborhood of $15.20 for 20 teeth to
$34.83 for 60 teeth, with other sizes being priced more-or-less
proportionally to the respective teeth count. All gears are steel except
for 55 and 60 teeth which are cast iron. The total cost of all gears, by
recent quotation, is $289.55.
All solutions require a (37/47) transposer, and this is the only compound
gear in the train. This transposer generates 0.020 percent error for all
pitches.
The "final" gear will be 40 teeth for all fine and some medium pitches
(0.25 to 1.5mm) and 20 teeth for some medium and all coarse pitches (1.75
to 6mm).
The "first" gear will be 20, 24, 28, 32, 36, 40, 48, 56 and 60 teeth for
all fine and some medium pitches, and 20, 35, 40, 45, 50, 55 and 60 teeth
for some medium and all coarse pitches.
These are "by fours" solutions for all fine and some medium pitches, and
"by fives" solutions for some medium and all coarse pitches.
Second best solutions (*) are utilized where necessary to avoid
purchasing duplicate "first" and "final" gears.
Third best solutions (**) are utilized where necessary to avoid
purchasing 30, 48 and 56 teeth gears.
Operators are cautioned against attempting anything but light cuts when
the "final" gear is 20 teeth (***).
Therefore, 20, 24, 28, 32, 35, 36, 37, 40, 45, 47, 50, 55 and 60 teeth
gears are required to be purchased and altered as necessary to fit the
"first" shaft, the studs, and the "final" shaft. In most instances, the
required alterations will be minimal.
The Boston Gear catalog numbers are GAxx for all steel gears and GAxxB
for the two cast iron gears, where xx is the teeth count.
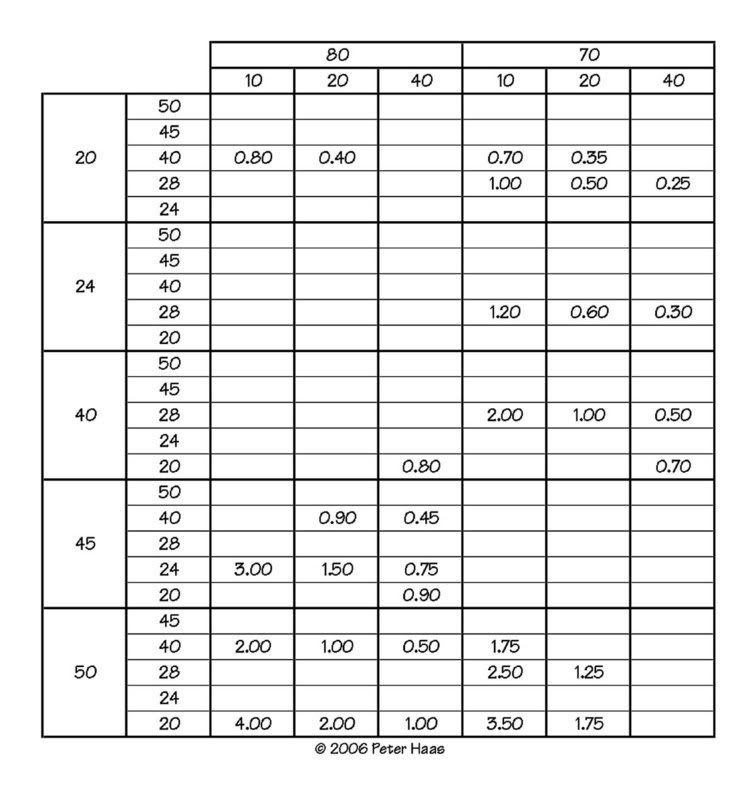
The pitches and the associated "3 change" position, "first" gear and
"final" gear are as follows:
0.25mm, 3, 20, 40
0.30mm, 3, 24, 40
0.35mm, 3, 28, 40
0.40mm, 3, 32, 40
0.45mm, 3, 36, 40
0.50mm, 2, 20, 40, *
0.60mm, 2, 24, 40, **
0.70mm, 2, 28, 40, **
0.75mm, 3, 60, 40
0.80mm, 2, 32, 40
1.00mm, 1, 20, 40, *
1.25mm, 2, 50, 40
1.50mm, 2, 60, 40
1.75mm, 2, 35, 20, ***
2.00mm, 2, 40, 20, ***
2.50mm, 2, 50, 20, ***
3.00mm, 2, 60, 20, ***
3.50mm, 1, 35, 20, ***
4.00mm, 1, 40, 20, ***
4.50mm, 1, 45, 20, ***
5.00mm, 1, 50, 20, ***
5.50mm, 1, 55, 20, ***
6.00mm, 1, 60, 20, ***
A suitabe placard is shown below ...
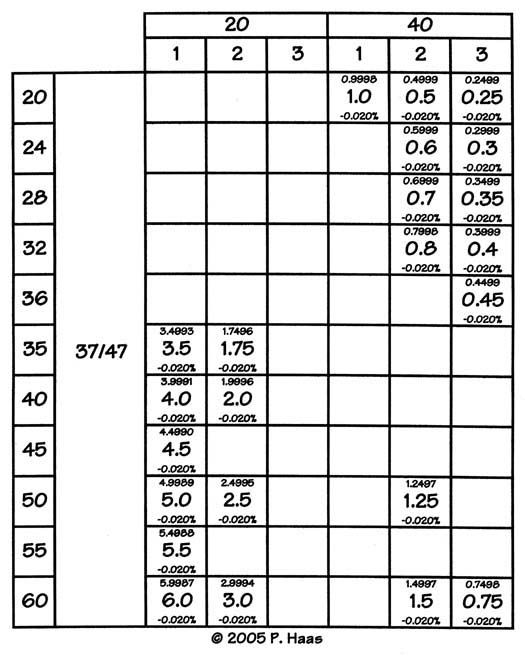
... and is available as camera-ready art
Here.
Peter.
maker's metric pitches on a Hardinge TL.
All gears are from Boston Gear Works' 20 DP 14-1/2 PA change gear series,
and are readily available from Boston Gear distributors.
Recent quotations have been in the neighborhood of $15.20 for 20 teeth to
$34.83 for 60 teeth, with other sizes being priced more-or-less
proportionally to the respective teeth count. All gears are steel except
for 55 and 60 teeth which are cast iron. The total cost of all gears, by
recent quotation, is $289.55.
All solutions require a (37/47) transposer, and this is the only compound
gear in the train. This transposer generates 0.020 percent error for all
pitches.
The "final" gear will be 40 teeth for all fine and some medium pitches
(0.25 to 1.5mm) and 20 teeth for some medium and all coarse pitches (1.75
to 6mm).
The "first" gear will be 20, 24, 28, 32, 36, 40, 48, 56 and 60 teeth for
all fine and some medium pitches, and 20, 35, 40, 45, 50, 55 and 60 teeth
for some medium and all coarse pitches.
These are "by fours" solutions for all fine and some medium pitches, and
"by fives" solutions for some medium and all coarse pitches.
Second best solutions (*) are utilized where necessary to avoid
purchasing duplicate "first" and "final" gears.
Third best solutions (**) are utilized where necessary to avoid
purchasing 30, 48 and 56 teeth gears.
Operators are cautioned against attempting anything but light cuts when
the "final" gear is 20 teeth (***).
Therefore, 20, 24, 28, 32, 35, 36, 37, 40, 45, 47, 50, 55 and 60 teeth
gears are required to be purchased and altered as necessary to fit the
"first" shaft, the studs, and the "final" shaft. In most instances, the
required alterations will be minimal.
The Boston Gear catalog numbers are GAxx for all steel gears and GAxxB
for the two cast iron gears, where xx is the teeth count.
The pitches and the associated "3 change" position, "first" gear and
"final" gear are as follows:
0.25mm, 3, 20, 40
0.30mm, 3, 24, 40
0.35mm, 3, 28, 40
0.40mm, 3, 32, 40
0.45mm, 3, 36, 40
0.50mm, 2, 20, 40, *
0.60mm, 2, 24, 40, **
0.70mm, 2, 28, 40, **
0.75mm, 3, 60, 40
0.80mm, 2, 32, 40
1.00mm, 1, 20, 40, *
1.25mm, 2, 50, 40
1.50mm, 2, 60, 40
1.75mm, 2, 35, 20, ***
2.00mm, 2, 40, 20, ***
2.50mm, 2, 50, 20, ***
3.00mm, 2, 60, 20, ***
3.50mm, 1, 35, 20, ***
4.00mm, 1, 40, 20, ***
4.50mm, 1, 45, 20, ***
5.00mm, 1, 50, 20, ***
5.50mm, 1, 55, 20, ***
6.00mm, 1, 60, 20, ***
A suitabe placard is shown below ...
... and is available as camera-ready art
Here.
Peter.

 )
)

") . My HLV only came with 30, 30, 40, 44 and 60 so it looks like starting from scratch with the new system will be WAY the cheapest way to go. Thanks again.
. My HLV only came with 30, 30, 40, 44 and 60 so it looks like starting from scratch with the new system will be WAY the cheapest way to go. Thanks again.