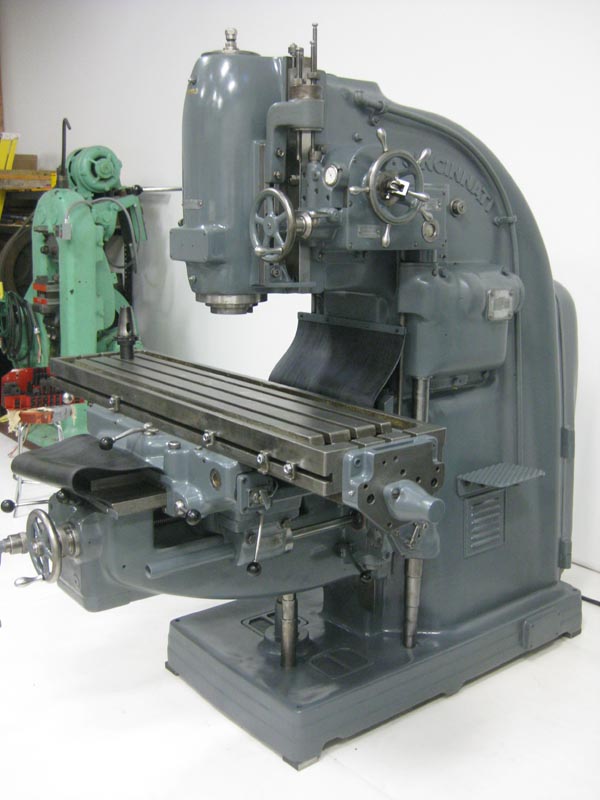
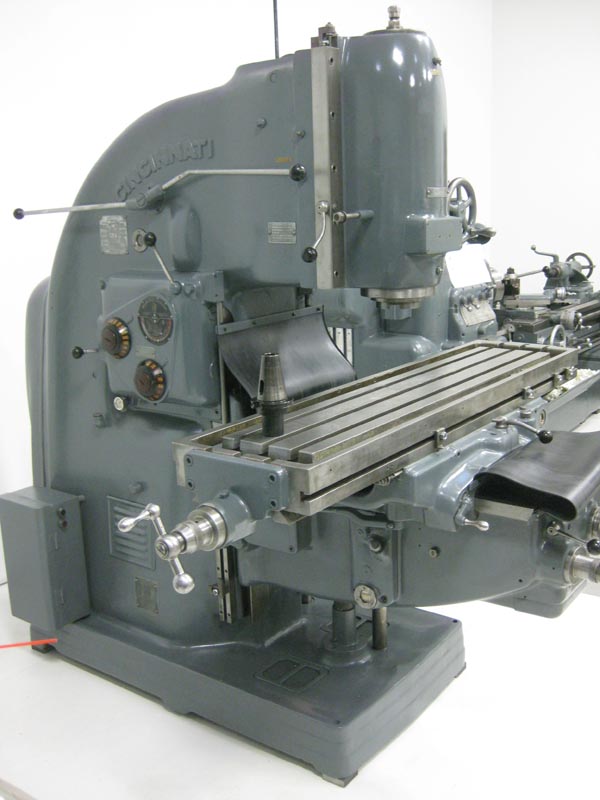
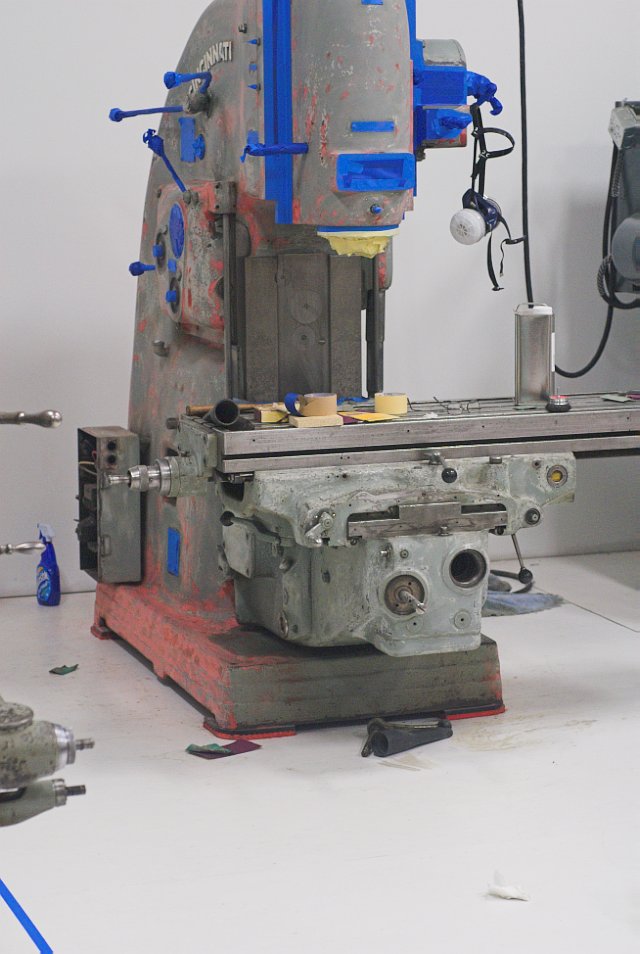
Have been running this mill's younger brother this week. Finally got our '47 #3 vertical tooled up and running. I don't think I'll ever be able to run any of the cheapo chinese bridgeport copies again. This is what a mill should be like. The total lack of flex makes it so much easier to use. The gear drive powerfeed is absolutely positive, no matter what. You actually have torque and constant feed at very low feed rates, which is nearly impossible with a Servo type. No stalling out or speeding up as you work.
I had to recut a keyway in a motor shaft that had been gouged out. Our welder Tigged up the oversize walls and I milled it back to dimension. First off, the 1,000lb rotor would have not only overloaded the china special, it would have tipped it over. Hung it out to one side and worked the end with no problems. An 18mm endmill didn't make the table judder and shake. Due to the lack of the machine jumping up and down, I was able to finish the cut in about 1/4 the time, taking two conservative roughing passes and a finish skim cut to get the bottom even, instead of a half dozen .050 deep cuts. It was pure joy.
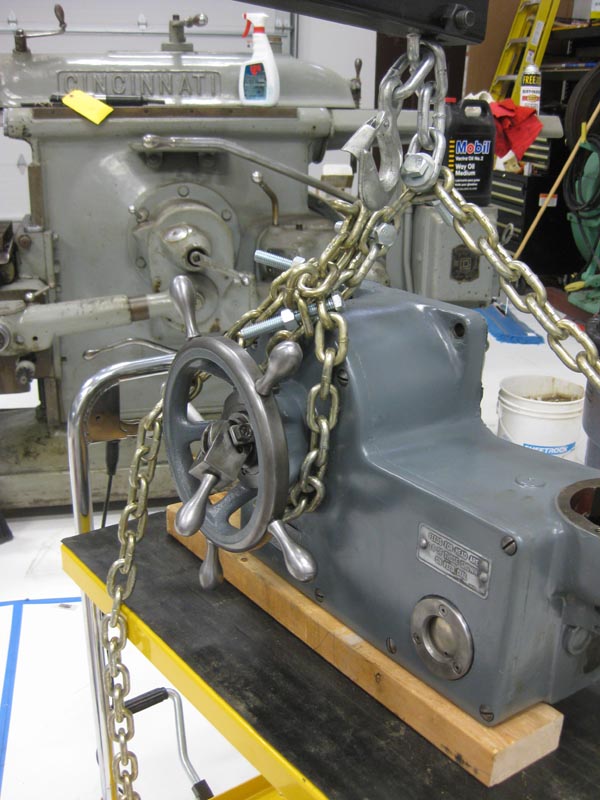
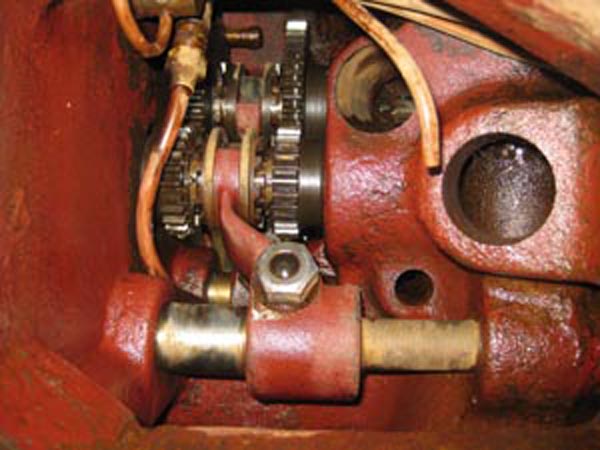
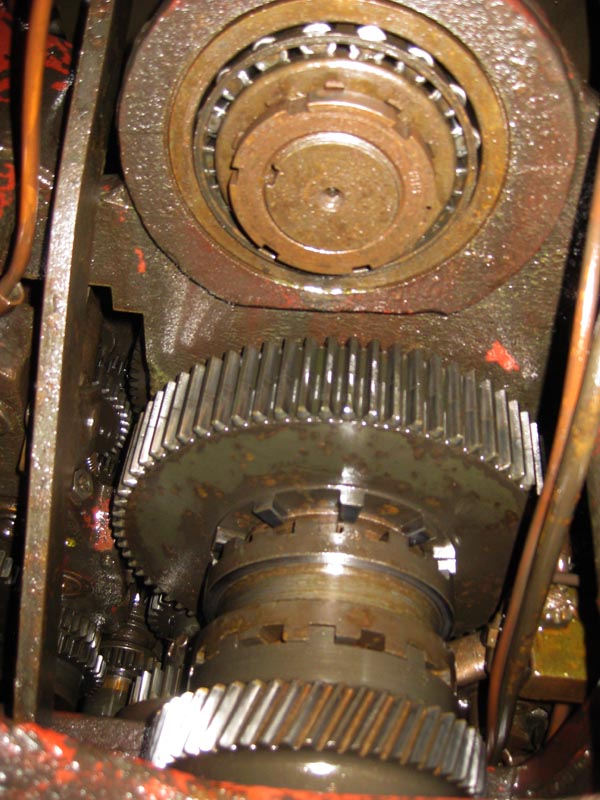
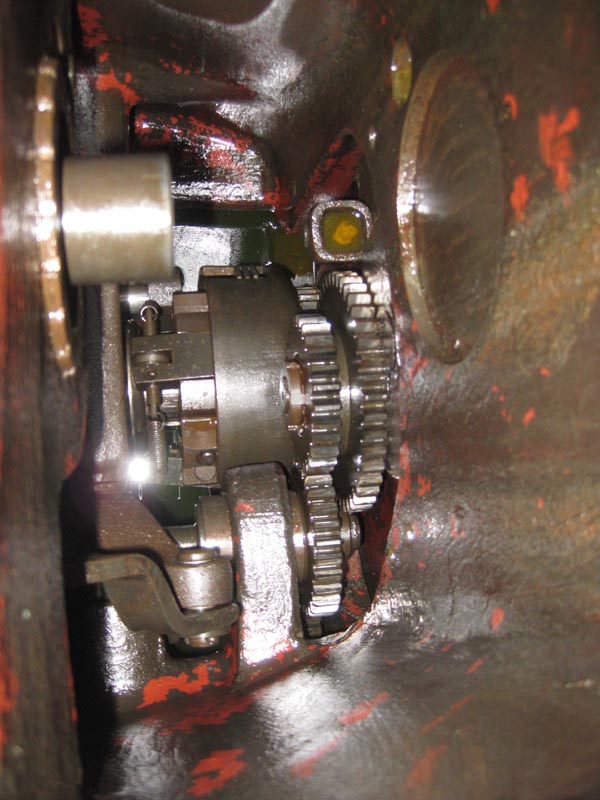
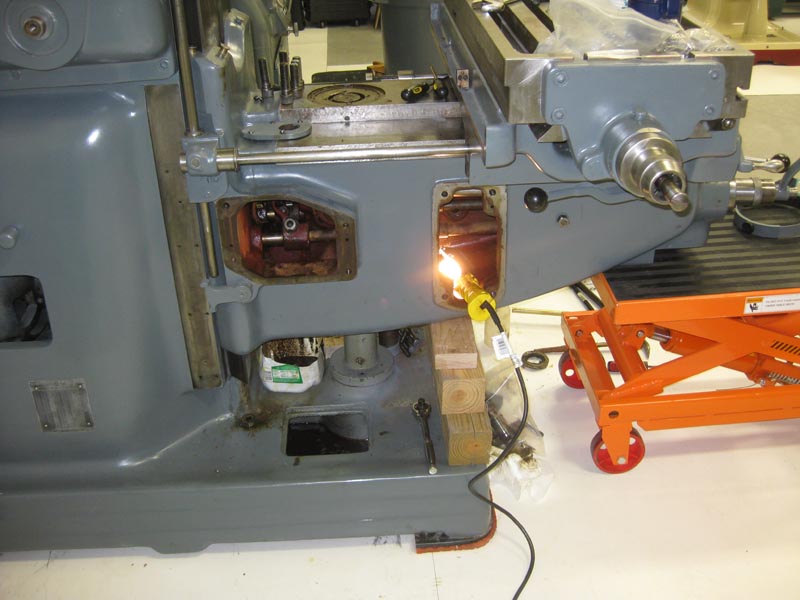
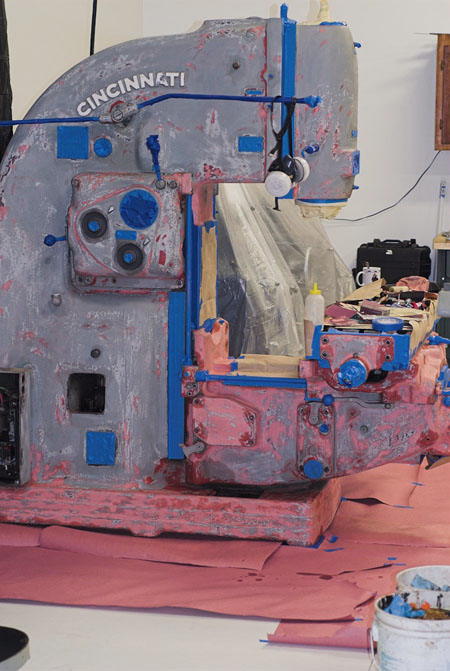
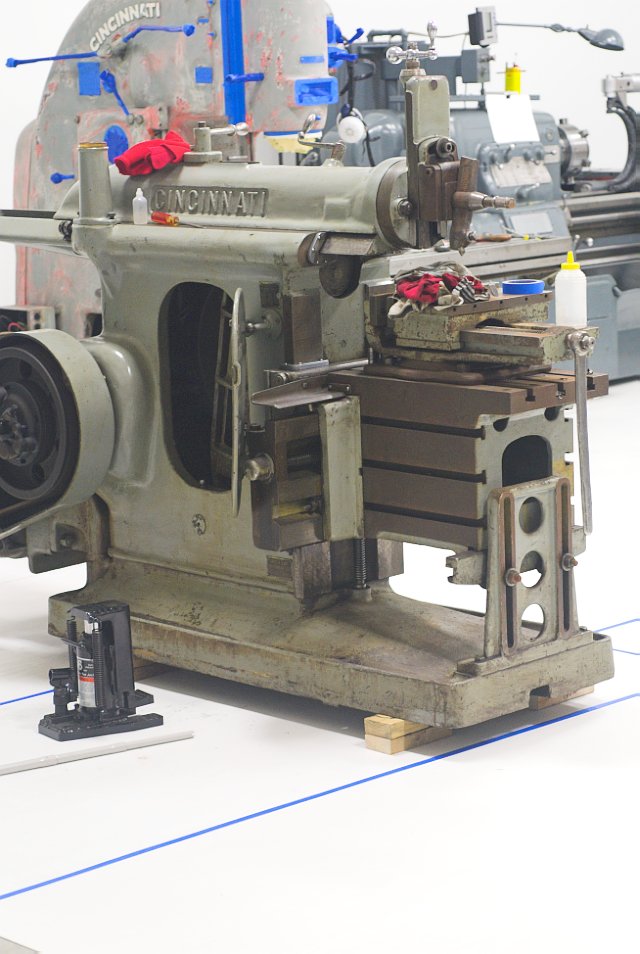
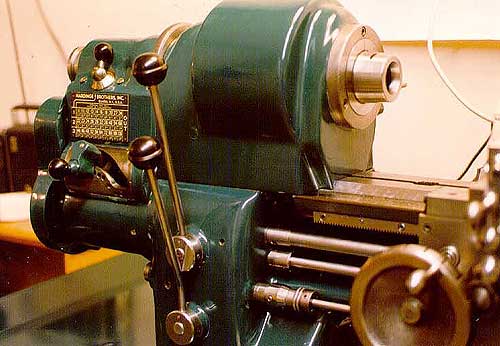
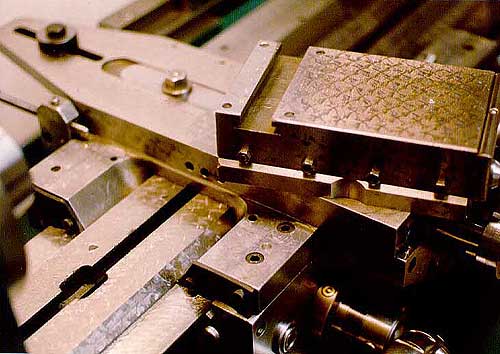
") Here are pics of it along the way in reverse order.
Here are pics of it along the way in reverse order.