Houdini
Titanium
- Joined
- Nov 28, 2017
Quick question.
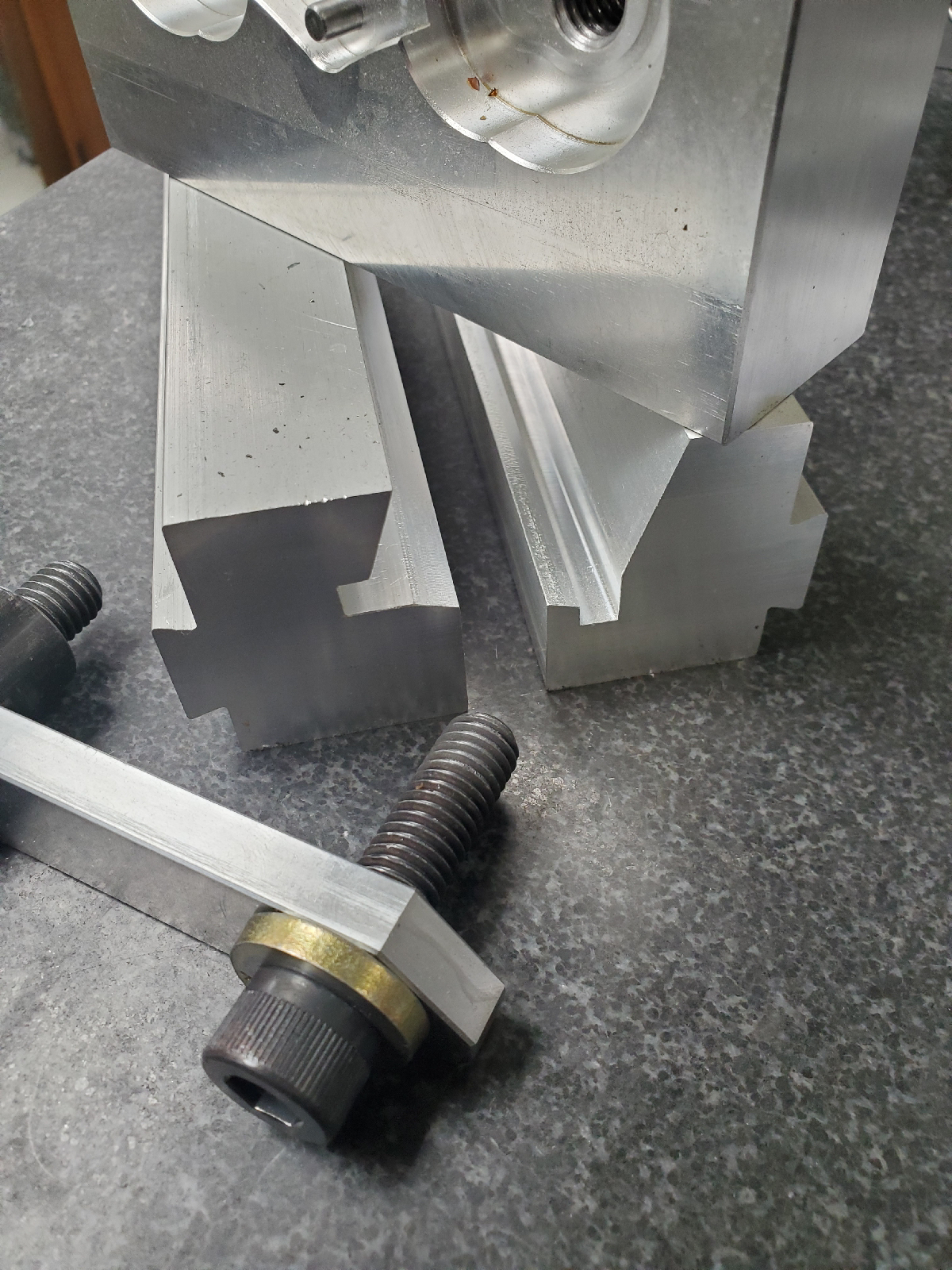
In my 15 years I haven't had to machine any compound angle parts, that actually needed to be held at that angles due to a tapped hole.
Any tricks to save me time?
We use double station orange vises, these are 120 part per month orders, So not a one off.
Would like to make work holding in jaws if possible?
More heads are better than 1! Ideas?
In my 15 years I haven't had to machine any compound angle parts, that actually needed to be held at that angles due to a tapped hole.
Any tricks to save me time?
We use double station orange vises, these are 120 part per month orders, So not a one off.
Would like to make work holding in jaws if possible?
More heads are better than 1! Ideas?