bellinoracing
Hot Rolled
- Joined
- Aug 27, 2009
- Location
- Arizona USA
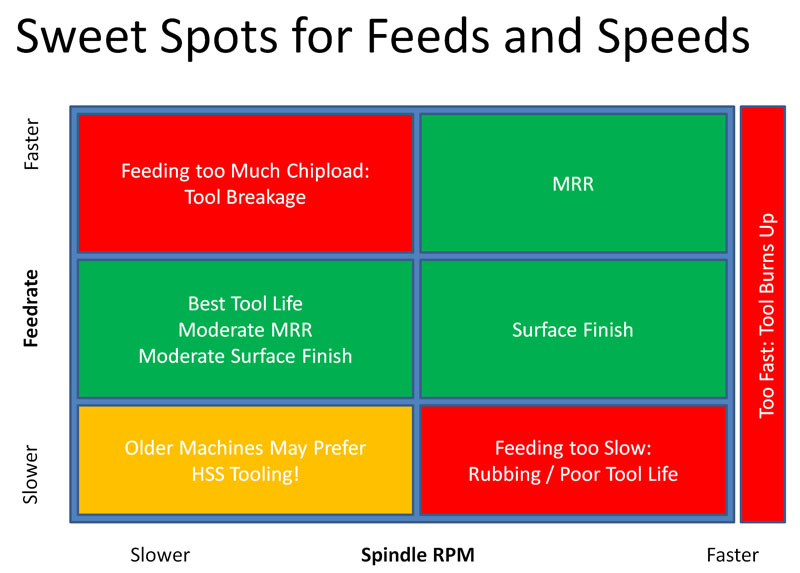
In general when cutting your finish pass do you want to go faster, or slower, or the same speed as your roughing speed? Part of me thinks faster, but part of me thinks slower. I am guessing probably slower so that it cuts the hole on size and tool flex is not an issue(I am only cutting .015 on my finish pass so I would be very surprised if any tool flex would occur but I am not positive). I am using a 1/2 three flute finish endmill to cut aluminum. I am turning it about 3,000 rpm and moving about 25 ipm for roughing and finish passes. Its cutting very well but I thought maybe we can cut our time down a little, improve cutter life, and finish quality. I think I may step rpm up to 4,000 but what should I do with my roughing and finish feeds. Its niagara coated endmill for aluminum and I am using a Haas TM1 with a 6,000 max rpm. I could turn it 6,000 but would prefer not to run it at max speed constantly.
Thanks
Thanks
")