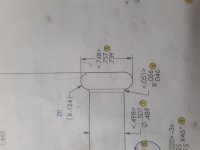
I have puma tt1800sy with fanus series 31i, trying to make a full radius. Off the face my print calls out a .748 dia, .124r on top of the arc, wraps 180* to a .051r the other way into a .498 dia body. I tried to use a n123f2-0318-ro h13a, .0625 rad, .125 wide (part is alu) had .0625 on my tool offset under R, i tried t8 & t0 on the t column.
I wrote;
G0 z0
.x850
G1 .686 f.004
G03 z-.249 x .686 r.124
G02 x.498 z-.300 r.051
G0 x1.
Tried ALOT of different numbers. Nothings working, its so high in x. Not sure whats wrong. Idk where to get the definition of the t column #'s, but my co worker thinks that is whats wrong. Appreciate any help
I wrote;
G0 z0
.x850
G1 .686 f.004
G03 z-.249 x .686 r.124
G02 x.498 z-.300 r.051
G0 x1.
Tried ALOT of different numbers. Nothings working, its so high in x. Not sure whats wrong. Idk where to get the definition of the t column #'s, but my co worker thinks that is whats wrong. Appreciate any help
")