cuttergrinder
Hot Rolled
- Joined
- Mar 16, 2007
- Location
- Salem,Ohio
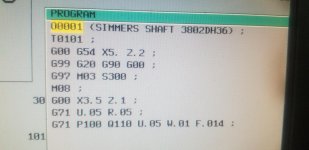
I am trying to rough machine this shaft using G71 roughing on an oi-tc fanuc control. it roughs fine except the last roughing pass feeds real fast on the 1st step of the shaft. it feeds about .050 per rev. when it steps up to the second size it feeds normal. it also wants to feed fast on the G70 finish cycle.