Nope. Customer specifically gave us print yo not turn the angle. .840" diameter. And first cut is only .003". Material is 304ss. And I didnt know you could use a g92 to do a tapered thread.
Sent from my LM-V600 using Tapatalk
Hello nissan300ztt,
Some people just don't have a clue. By not permitting the taper to be turned is simply making the part considerably harder to make and you would have to use a full form threading insert, or stuff around cutting the crest of the thread by cutting the taper again after the thread was cut.
You could cut the taper before screw cutting, leaving the diameter of the taper up on size and it would be impossible to tell if the thread was cut with the taper pre-cut or not.
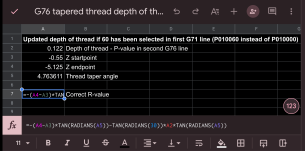
Taper cutting with G92 uses the same type of "R" argument as G76, representing the amount of radial difference in the taper from where the tool starts in fresh air in Z at the start of the thread, to the Z finish point of the thread. Following is the syntax for cutting a taper thread with G92.
G92X__ Z__ R__ F__
Where:
X = X coordinate for thread pass at the large diameter of the taper (male thread).
Z = Z Finish Point of thread.
R = Radial amount of taper between Z start and Z finish point and will be in a minus direction when cutting a male thread.
Not cutting the Taper will make using the G76 cycle difficult. The X specified in the G76 cycle is the Minor Diameter of the Thread at the large diameter of the taper. The first pass of the threading cycle takes a specified first DOC amount. This amount would be applied at the large diameter of the taper, and at the small end of the taper, if it had been cut, by the "R" argument specified in the cycle. If the taper is not cut, the tool will start with a DOC at the start of the thread equal to the first DOC amount, plus the amount of radial taper. In Brent's example in Post #6, that DOC for the first pass would start at 0.043" at the start of the thread and wash out to 0.007" at the Z Finish point, large diameter of the thread. I would not be surprised to see the insert break on the first pass.
The same difficulty would apply with the G92, with either a lot of air cutting, or a more difficult programming project than it needs to be, by programing specific X and Z values for the first part of the taper until down to a diameter where the last part of the thread can start to be cut.
Regards,
Bill