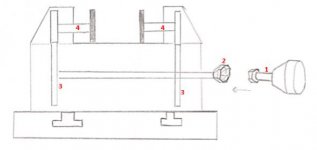
On my job we are developing an automated vice that is meant to automate the vice of older CNC-milling machines. To open or close the vice, we want to us an tool that is being clamped in an Er-collet in a spindle (see concept drawing in the attachments).
In order to make the concept work, we have the flowing generals questions about spindels of an CNC-milling machine.
1. Can the torque of a spindle be read and adjusted to an specific input value (while in operation)?
2. Can the torque stop rotating when a specific input value is reached?
3. What is the minimal rpm that a spindle can rotate?
4. Is it possible to give the spindel the instruction to rotate 10 rotations. If the 10 rotations are reached can the spindel stop rotating after that?
Many tanks in advance for taking the time to answer the questions!
In order to make the concept work, we have the flowing generals questions about spindels of an CNC-milling machine.
1. Can the torque of a spindle be read and adjusted to an specific input value (while in operation)?
2. Can the torque stop rotating when a specific input value is reached?
3. What is the minimal rpm that a spindle can rotate?
4. Is it possible to give the spindel the instruction to rotate 10 rotations. If the 10 rotations are reached can the spindel stop rotating after that?
Many tanks in advance for taking the time to answer the questions!
Attachments
Last edited:
")