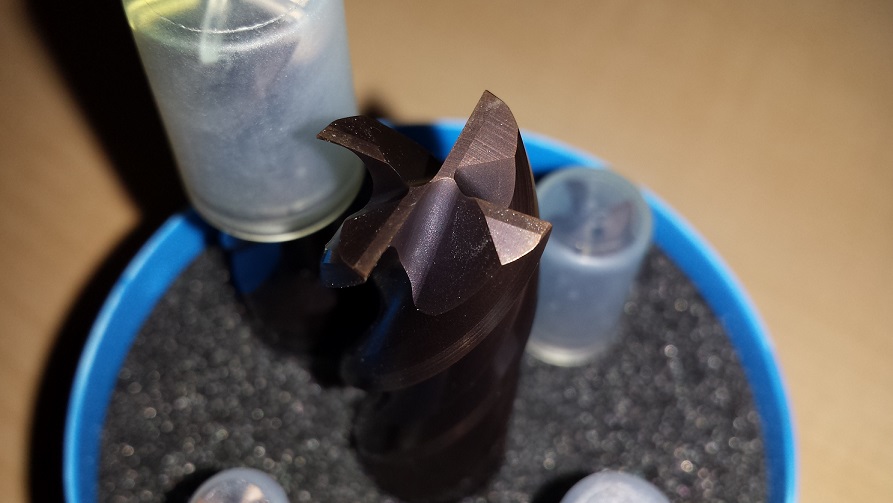
anyone ever use one of these Diver endmills from Gurhing?
I think I would be scared to try it
https://www.youtube.com/watch?v=9_iOGGC70mQ
I think I would be scared to try it
https://www.youtube.com/watch?v=9_iOGGC70mQ
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
 Hold on, let me grab my calculator.
Hold on, let me grab my calculator.I feel like this wont work on my crap mill


This is really shown at the end of the video, where the finish pass doesn't clean up the bottom 1/4 of the wall. If not deflection, I wonder what caused that?
It can't be deflection. Deflection during climb milling, would leave more stock to clean up, not less.
Agreed in the case of "simple" deflection, but perhaps it can actually cut oversize while wobbling, that would give you a shallow upside-down V cut. Then when the lighter finish pass comes it doesn't get the bottom of the V. Yeah, it's a stretch but I would like to know how it happened.
I'm guessing it's some burly 50 taper.
but the Fraisa tool provide for better surface finishes IMO.
I am an AE for Toyoda and at my Tech center I share a shop space and Machines with Fraisa Cutting Tools. We are doing cuts like these all the time on our Toyoda Cat40 Verticals and Horizontals. I have seen some testing of these divers and they are a pretty impressive tool but the Fraisa tool provide for better surface finishes IMO.
Isn't Fraisa really expensive compared to other brands?
I've always wanted to try Fraisa endmills. No clue who sells them.
Need to do some research.
What makes the Diver so special compared to a center cutting end mill?
I have been seeing this for 60 years. Its a good end mill ,but when ruffing with a sharp cornered cutter of any kind wether it is a mill or a lathe or a hacksaw or woodsaw ,that SHARP CORMER will be long gone and the rest of the cutter will stil be very usable.You cant beat physics .Edwin Dirnbeck
Notice
This website or its third-party tools process personal data (e.g. browsing data or IP addresses) and use cookies or other identifiers, which are necessary for its functioning and required to achieve the purposes illustrated in the cookie policy. To learn more, please refer to the cookie policy. In case of sale of your personal information, you may opt out by sending us an email via our Contact Us page. To find out more about the categories of personal information collected and the purposes for which such information will be used, please refer to our privacy policy. You accept the use of cookies or other identifiers by closing or dismissing this notice, by scrolling this page, by clicking a link or button or by continuing to browse otherwise.