Machinist_max
Aluminum
- Joined
- Dec 15, 2016
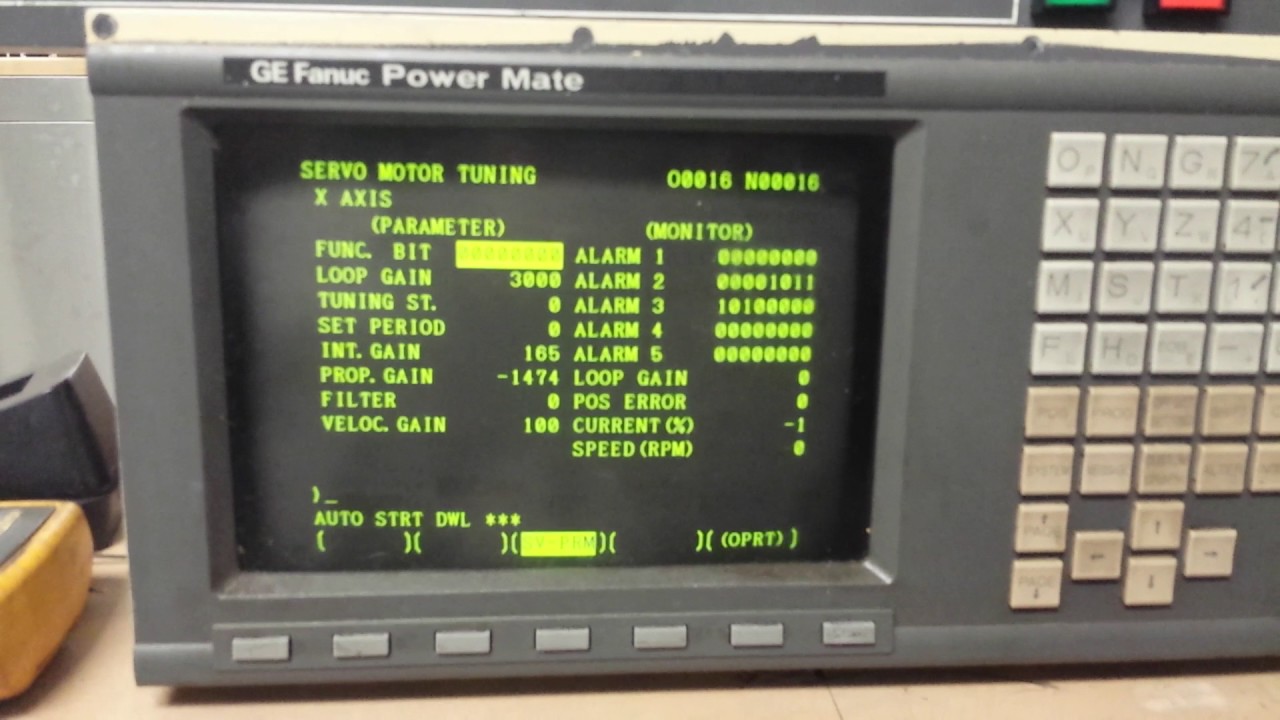
I have a Miyano drill and tap center with a fanuc 0M comtrol. 1994 year.
When I cut a curve it produces a "faceted" finish, showing segments, like the servos are vibrating or not moving fast enough as it moves around the curve.
This machine had the parameters lost and rebooted by a close model machine by the previous owner. Been doing it since.
I have the fanuc parameter book.
Wondering what parameters to look at for things that would cause poor issues in curves.
All mechanicals are good.
When I cut a curve it produces a "faceted" finish, showing segments, like the servos are vibrating or not moving fast enough as it moves around the curve.
This machine had the parameters lost and rebooted by a close model machine by the previous owner. Been doing it since.
I have the fanuc parameter book.
Wondering what parameters to look at for things that would cause poor issues in curves.
All mechanicals are good.