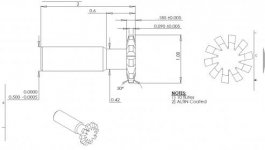
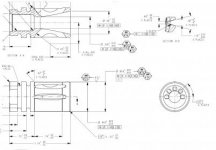
I've attached the blueprint of the part to be made, photos of the actual part, the drawing of the carbide tool (it’s custom) and actual photos of the tool that I'll use to cut the feature in question.
I'm making this part on a Citizen L32 (Swiss machine). This operation is taking place on the main spindle, in guide bushing mode. The tool is running in an ER20 live tool. The material is 4140.
The tool is 1.000” diameter (.500” radius) and the blueprint calls for a .500” radius so initially I tried plunging the tool to depth. The photos of the part show the results of this, it chattered. I’ve just discovered the tool doesn’t have the proper relief behind the cutting edge (see photo) and is rubbing, causing a heavy burr and excessive tool pressure, which I’d say is contributing to the chatter.
Considering cycle time, I thought plunging would be the preferred method, agreed? Now I’m beginning to think that I should try and interpolate this feature, any thoughts?
Any help/insight will be greatly appreciated!
Dropbox link to photos: Dropbox - ~ Interpolate - Simplify your life
I'm making this part on a Citizen L32 (Swiss machine). This operation is taking place on the main spindle, in guide bushing mode. The tool is running in an ER20 live tool. The material is 4140.
The tool is 1.000” diameter (.500” radius) and the blueprint calls for a .500” radius so initially I tried plunging the tool to depth. The photos of the part show the results of this, it chattered. I’ve just discovered the tool doesn’t have the proper relief behind the cutting edge (see photo) and is rubbing, causing a heavy burr and excessive tool pressure, which I’d say is contributing to the chatter.
Considering cycle time, I thought plunging would be the preferred method, agreed? Now I’m beginning to think that I should try and interpolate this feature, any thoughts?
Any help/insight will be greatly appreciated!
Dropbox link to photos: Dropbox - ~ Interpolate - Simplify your life