KinsleyMachine
Plastic
- Joined
- Nov 20, 2017
- Location
- Pennsylvania, USA
Let me preface this by saying I've kinda always been a "mill guy" but I have experience with CNC lathes and programming them. Our head programmer for lathes recently made a dramatic and swift exit and I've been asked to fill his shoes. I'm looking for ways to reduce setup time for all lathes but mainly the ones with live tooling and a sub. We have a Mori NL2500 with y-axis and sub, a new Haas DS30Y, and a new y-axis live tool lathe on the way with a 15" chuck and a tailstock instead of a sub-spindle. Our "standard" programming methods usually involve roughing with a CNMG, Drilling and rough boring with an insert drill and boring bar, and finishing with a DNMG tool. We are a job-shop so our work ranges from small bar-feed work of a couple hundred parts to large castings and burnouts up to 16" diameter and quantities in the range of 1-10 pieces.
On to the questions...
1. what are some ideas for a "standard" turret layout? Obviously you cant keep all the tools you'll ever need in the turret at all time (i'm sure every guy with a lathe wishes they had more stations especially with live tools) but i'd like to establish some kind of standard so that I can have some kind of starting point for programming. For example always having a 3/4" insert drill in one station and a CNMG (roughing) DNMG (finishing) in standard stations to basically establish a standard work flow for the majority of the parts we make. I'd like to add that we typically alternate ID tools (b-bars and drills) with OD turning tools for clearance with the chuck.
2. Should I be looking into Capto or other kinds of quick change tooling? If we do go this route it certainly won't be for every turret station (at least not at first) so how would you best utilize quick change tooling? Would it just be for drills and boring bars since our OD tools rarely change?
3. What are some ways to save space in the turret? we have two dual holders for the DS30Y for the CNMG and DNMGs for boththe main and sub, and a Quad holder for the Mori (the kind where you have to offset the y-axis for each tool). I'm thinking of getting a dual Boring bar holder and putting ER-32 holders in them to save space for static drills and taps. but most of the dual holders either have the holes too close together or too small for 2 ER-32 nuts to sit beside each other. It seems like this is the area we struggle with the most as right now we lose 3 stations for a drill, countersink (i use a nine spotter usually), and a tap. so if there's a way I can squeeze these into fewer stations that would be great!
I'm sure I'll think of more questions as I go along. Right now i'm just trying to get a feel for the methods everyone uses and bouncing some of my ideas of Y'all
Thanks,
Randy
On to the questions...
1. what are some ideas for a "standard" turret layout? Obviously you cant keep all the tools you'll ever need in the turret at all time (i'm sure every guy with a lathe wishes they had more stations especially with live tools) but i'd like to establish some kind of standard so that I can have some kind of starting point for programming. For example always having a 3/4" insert drill in one station and a CNMG (roughing) DNMG (finishing) in standard stations to basically establish a standard work flow for the majority of the parts we make. I'd like to add that we typically alternate ID tools (b-bars and drills) with OD turning tools for clearance with the chuck.
2. Should I be looking into Capto or other kinds of quick change tooling? If we do go this route it certainly won't be for every turret station (at least not at first) so how would you best utilize quick change tooling? Would it just be for drills and boring bars since our OD tools rarely change?
3. What are some ways to save space in the turret? we have two dual holders for the DS30Y for the CNMG and DNMGs for boththe main and sub, and a Quad holder for the Mori (the kind where you have to offset the y-axis for each tool). I'm thinking of getting a dual Boring bar holder and putting ER-32 holders in them to save space for static drills and taps. but most of the dual holders either have the holes too close together or too small for 2 ER-32 nuts to sit beside each other. It seems like this is the area we struggle with the most as right now we lose 3 stations for a drill, countersink (i use a nine spotter usually), and a tap. so if there's a way I can squeeze these into fewer stations that would be great!
I'm sure I'll think of more questions as I go along. Right now i'm just trying to get a feel for the methods everyone uses and bouncing some of my ideas of Y'all
Thanks,
Randy




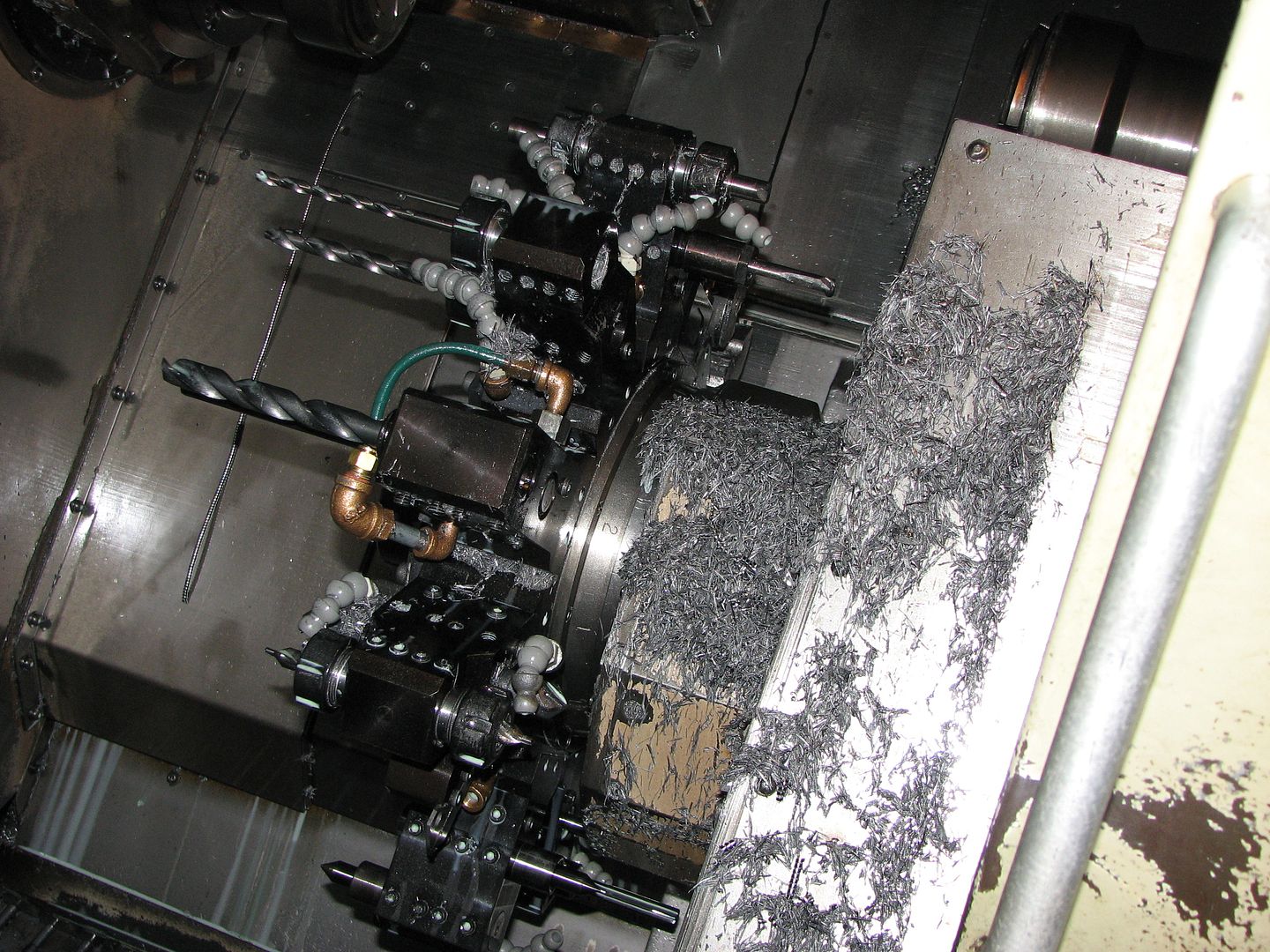

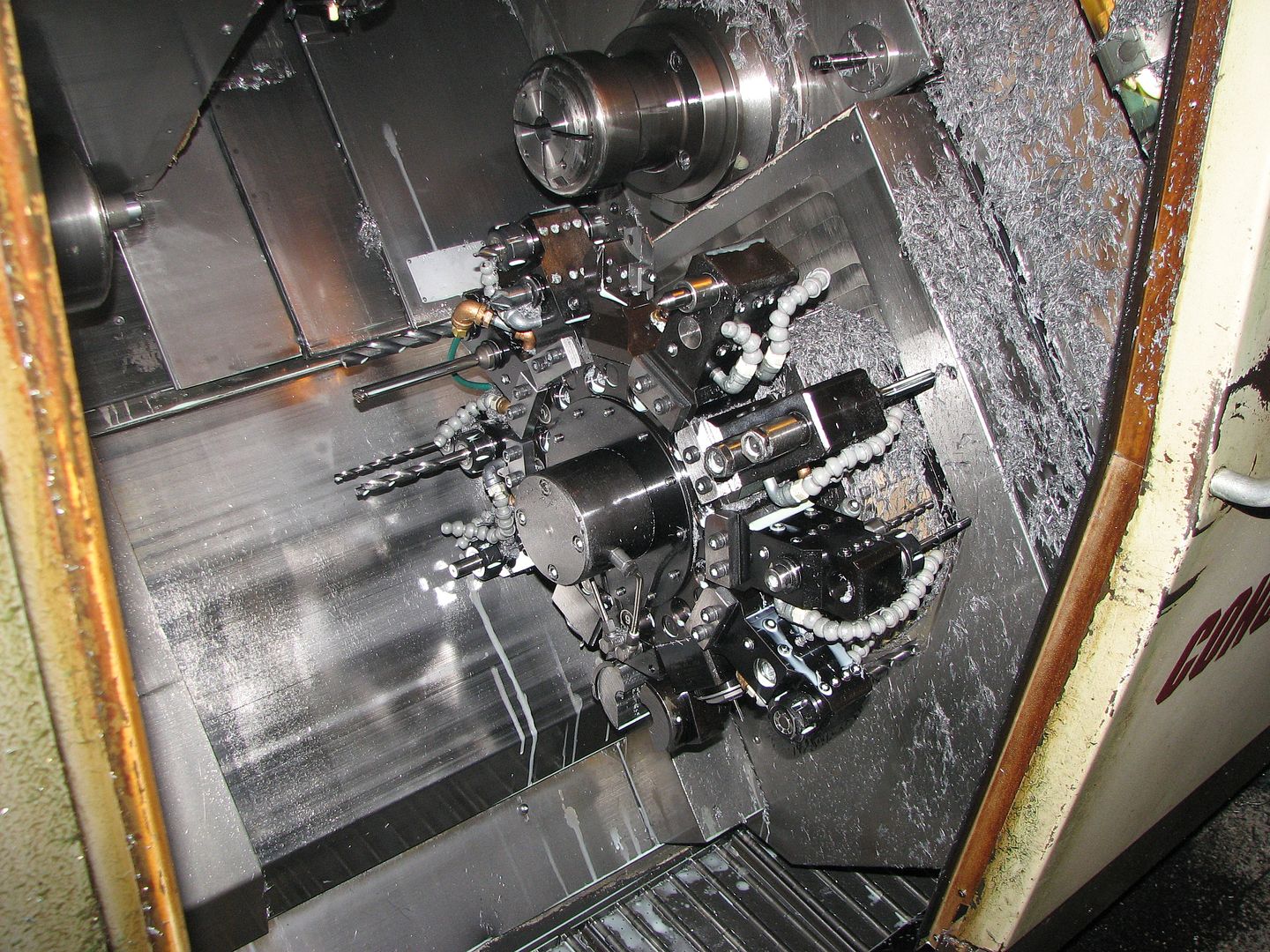
 . Being able to use a center on the second turret is nice though, really wish i could at least have that functionality sometimes. May I ask what that is at the bottom of the lower turret? looks to be some kind of clamp. A bar puller maybe? Anyway thanks for your response! I am strongly considering just making my own holders as you have done.
. Being able to use a center on the second turret is nice though, really wish i could at least have that functionality sometimes. May I ask what that is at the bottom of the lower turret? looks to be some kind of clamp. A bar puller maybe? Anyway thanks for your response! I am strongly considering just making my own holders as you have done.")