Djstorm100
Cast Iron
- Joined
- Jul 26, 2014
- Location
- Richmond
Most of what I do is in non-ferrous materials. I have a customer down the road that needs me to put 3" holes in 1" thick 316SS.
I haven not machine 316, so I start playing around with CAM to get a idea of how long it will take. I have 234 of these to do.
Cutters I'm looking at are a rougher and then finisher.
Rougher
Helical Tool 5 flute
-or-
Helical Tool 7 flute
then a 5 or 7 flute finisher.
If I was to run 7 flute rougher. Helical's data for the 7 flute are as follows: 265 SFM, up to %20 ADOC, 0.0036 Chip load @ 75-98 HRB
265 SFM (2025rpm) on a 1/2" cutter @ 0.100 WOC, chip load at 0.0038 (W/ chip thinning,actual chip is 0.003).
This equals out to be 52.88 ipm and yield 5 minute cycle time. This is to be done on a new Haas vf2ss 12k spindle.
Is this too aggressive in 316 with a Haas? Possible damage going around this much (repeated movements), plan is to do 3 parts at a time.
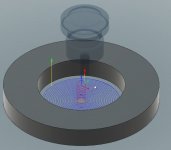
Plan would be to helical down and HSM strategy seen below.
Again, I never cut the stuff and looking for advice on the matter. Thanks in advance.
I haven not machine 316, so I start playing around with CAM to get a idea of how long it will take. I have 234 of these to do.
Cutters I'm looking at are a rougher and then finisher.
Rougher
Helical Tool 5 flute
-or-
Helical Tool 7 flute
then a 5 or 7 flute finisher.
If I was to run 7 flute rougher. Helical's data for the 7 flute are as follows: 265 SFM, up to %20 ADOC, 0.0036 Chip load @ 75-98 HRB
265 SFM (2025rpm) on a 1/2" cutter @ 0.100 WOC, chip load at 0.0038 (W/ chip thinning,actual chip is 0.003).
This equals out to be 52.88 ipm and yield 5 minute cycle time. This is to be done on a new Haas vf2ss 12k spindle.
Is this too aggressive in 316 with a Haas? Possible damage going around this much (repeated movements), plan is to do 3 parts at a time.
Plan would be to helical down and HSM strategy seen below.
Again, I never cut the stuff and looking for advice on the matter. Thanks in advance.