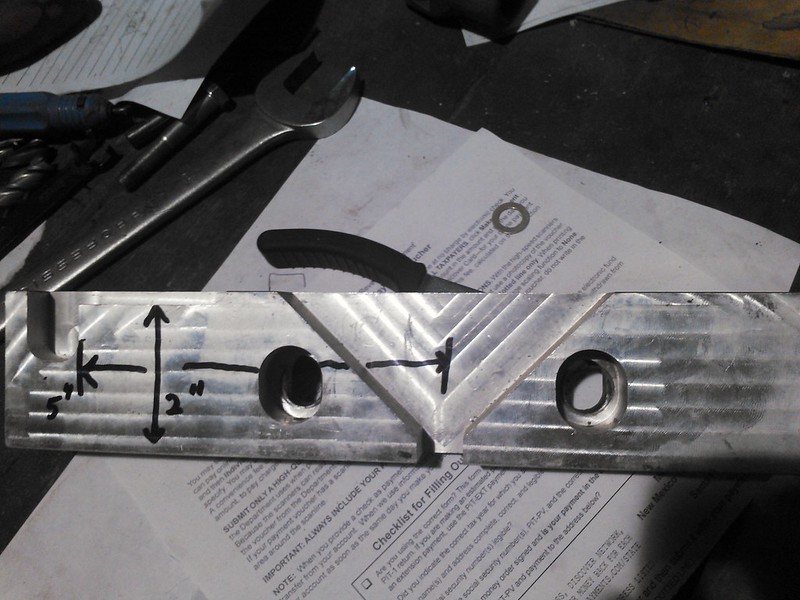
Currently we are in a pinch for some new jaws for our lathe. They are an odd size and I was thinking they could be made on a CNC mill. the only issues is the 1.5 x 60 serrated face. I've though of 2 ways to get them, one being use a thread mill and run passes to create the serrations or mounting it on an angle plate and using a standard endmill. I didn't know if anyone else has had experience with this. Any tips or suggestions (i know buying some would be the best option but currently not possible)
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Largest Manufacturing Technology Community on the Web
Stay Connected:
Making lathe jaws on a MILL
- Thread starter cnczack
- Start date
- Replies 12
- Views 1,966