Bobw
Diamond
- Joined
- Feb 8, 2005
- Location
- Hatch, NM Chile capital of the WORLD
I've posted before with my ali problems. The problem being that I don't do a lot of it, and I what I usually do is small or thin wall castings. I seldom have to make time on it.
This one has to go Monday. Big old giant C-clamp. 2 of them nested into a plate(standard old 6061, Kaiser plate), the plate is 2 x 19.1 x 35.75, actually 2.030 thick. Heavy bastards, I know since the forklift would not start this morning.
Running the Imco Streakers, 3 fluters, uncoated, mostly 1/2". Standard old 4020 Fadal, 10k spindle, 15hp, 22.5 peak. I can feed 250ipm in a straight line without messing with the override. The machine is tight, tool retention is about as good as you can get. Coolant is the re-plumbed 240V TSC pump. It showers the shop pretty well.
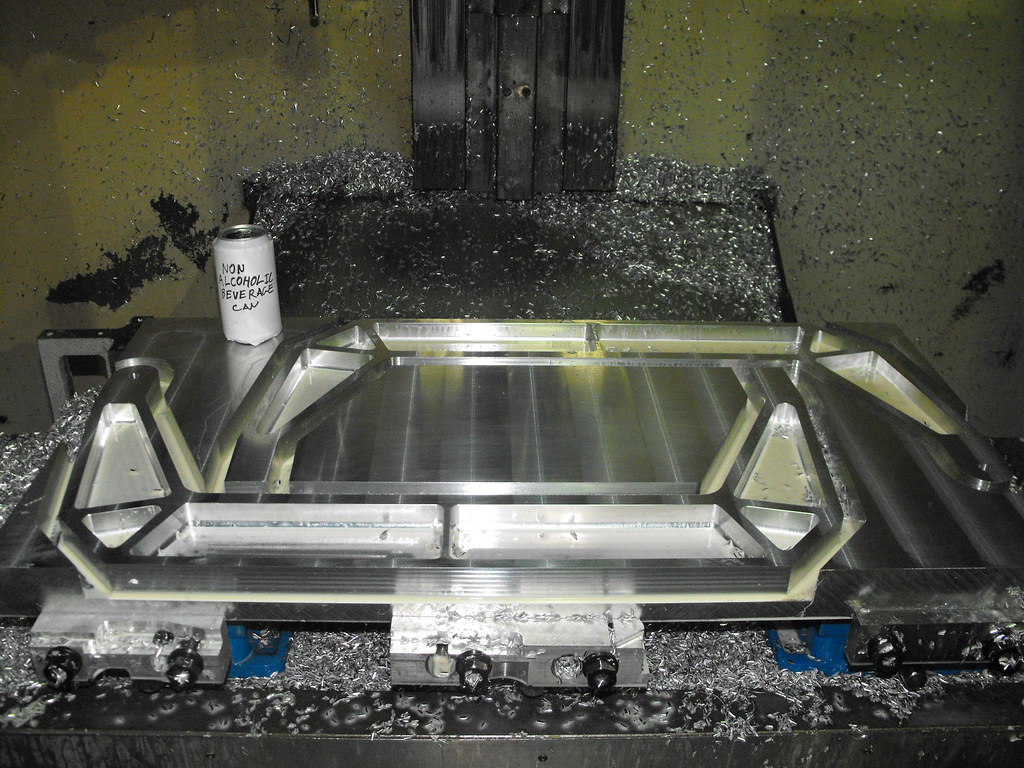
In process.
Running 8000rpm, and about 100-115 ipm in the pockets and slots, .2ish DOC. Running 8000rpm and 200ipm when there isn't full engagement. That's 10 cubic inches a minute, that's crappy. I'll run 4140 at 14 cubes a minute and 1018 at 18 cubes a minute, not slotting, but.... aluminum is not my thing, I have a habit of melting things.
My fear is gumming up the works, especially in a slot or pocket, and all I'm doing is slots and pockets.
How hard can I push it, I'm at 3 hours now for this OP. My weekend would be so much better if I could get it to 2 hours. 25 parts total, so 13 plates, maybe 14 if something goes really wrong, if not I have a really big chunk of material left (priced into the job).
I try to not run too long over 8000rpm since supposedly its really an 8k spindle that can do 10k. Its my spindle, so I'm a bit conservative there.
Any suggestions? I'll be up all night.
If anybody is wondering how you get 19.1" in a Kurt D688, I'll post up some pics when I pull this plate off. Its less than ideal, but it works, the plate is sitting flat within .007", with a .004 deviation in the thickness of the plate.
This one has to go Monday. Big old giant C-clamp. 2 of them nested into a plate(standard old 6061, Kaiser plate), the plate is 2 x 19.1 x 35.75, actually 2.030 thick. Heavy bastards, I know since the forklift would not start this morning.
Running the Imco Streakers, 3 fluters, uncoated, mostly 1/2". Standard old 4020 Fadal, 10k spindle, 15hp, 22.5 peak. I can feed 250ipm in a straight line without messing with the override. The machine is tight, tool retention is about as good as you can get. Coolant is the re-plumbed 240V TSC pump. It showers the shop pretty well.
In process.
Running 8000rpm, and about 100-115 ipm in the pockets and slots, .2ish DOC. Running 8000rpm and 200ipm when there isn't full engagement. That's 10 cubic inches a minute, that's crappy. I'll run 4140 at 14 cubes a minute and 1018 at 18 cubes a minute, not slotting, but.... aluminum is not my thing, I have a habit of melting things.
My fear is gumming up the works, especially in a slot or pocket, and all I'm doing is slots and pockets.
How hard can I push it, I'm at 3 hours now for this OP. My weekend would be so much better if I could get it to 2 hours. 25 parts total, so 13 plates, maybe 14 if something goes really wrong, if not I have a really big chunk of material left (priced into the job).
I try to not run too long over 8000rpm since supposedly its really an 8k spindle that can do 10k. Its my spindle, so I'm a bit conservative there.
Any suggestions? I'll be up all night.
If anybody is wondering how you get 19.1" in a Kurt D688, I'll post up some pics when I pull this plate off. Its less than ideal, but it works, the plate is sitting flat within .007", with a .004 deviation in the thickness of the plate.
")



