If the shop has AC, and the spindle has a chiller, and the coolant tank has a chiller, and the ways have micron scales, then the situation is as good as it's gonna get. If I were running that I'd do a probe program after every part to find the new center(s) of rotation(s). And yeah cameraman, it's too bad most of the threads on here are inconclusive and lack follow up.
If a high end 5 axis machine like this can only work to 0.0015" over the day, I wonder how the really high end jig bore machines like Yasdas and Mitsui Seikis can hold within a micron over their envelope.
Apologies for length (will edit eventually).
I couldn't agree more ! 
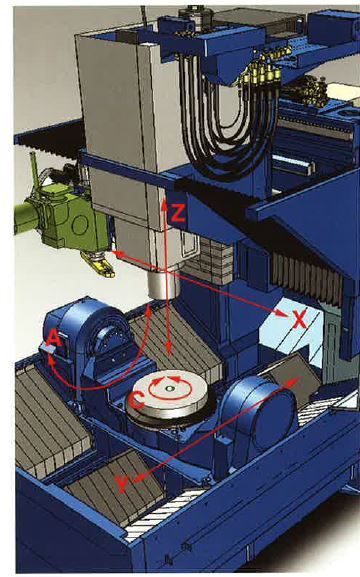
I think the trouble comes / one might get bitten on the arse, on a part like a large blisk with the trunnion tilted 45 to 60 degrees... So by the time you make it all the way around your whole part is out of tolerance.
There are solutions to this... If heat building up in that big joint is a problem then next generation could circulate specific coolant through that joint (like they do for Direct drive motors and then send the warmer coolant to circulate around a beefed-up version of the
left hand bearing on the trunnion and cast iron support. (A technique borrowed from "Rocket engineering"). That way the principal axis of the trunnion stays parallel to the X axis of the machine.
One hack for that (also) would be put a temparture sensor on the right support and have heating pads/ elements on the left support + controller … That would put the trunnion more square to the spindle and parallel to X. At least you would only have to compensate in the Y axis and normal amounts (more or less) in Z.
Another hack would be if your Blisk is out of tolerance in a predictable way then you could effectively deform all of the XYZ coordinates for the geometry for 12 hour deformation cycle, compensated for IF the machines thermally moves in non othrogonal yet repeatable ways during the cycle or during the day.Obviously much easier for in house engineering. Difficult to do with client's models etc. but might be worth a go. Effectively the rotated distortion + vector (pivot)from thermal differences in the machine (as stated by OP) would apply a spiral deformation (to a blisk) as well as progressively diminish the radius of the part by a certain amount. A counter deformation / spiral compensation could applied to the XYZ part coordinates and it should "neutralize" assuming repeatable thermal conditions.
So it IS a design "Element" that can be fixed. Doesn't have to be that way. Honestly I do like the small force loop on the ZY plane on the MX-520 and I like the near sub micron spindle that the Matsuura's have ( Maxxia thing they have going)+ Camplete.
There other ways to predictably compensate for that also... Just with Software (real time on a 1/2 decent control)... (probing during cycle and math that we have for other applications that (personally I would like to transfer to five axis machine( … But maybe I never get the chance to do that). I have to admit that's why the Okuma/OSP control has always interested me but seems there is a bit of a fire-wall to get to the more dynamic stuff (understandably so).
I agree probing cycles (if you have the right probe) for positional work makes absolute sense and to do like real machinists design IN reference surfaces to probe from during cycles.
I think also I'm
slowly learning that a lot of 5 axis machines can ONLY be used in certain ways that the machine is originally intended for. I know that sounds stupid and obvious but I think amongst younger engineers there is this idea that Five axis = almost 3d printer at high tolerances and that's really not the case.
Comes back to the principal of
"No free lunch" on certain machines.
… I probably would have pulled the trigger on the second hand Matsuura MX 520 (or even a new one) had it not been for this thread coupled with the fact that coincidently some of these machines were given up to the second hand market quite early on by really experienced and skillful machinists. [That left me scratching my head].
IF for example the problem is non orthogonal pivot from the left trunnion support that would not have bothered me in the least as I FEEL confident that I can map that one out.
It's difference between a foible or characteristic (like handling characteristics with cars and horses) that can be ironed out / or be corrected for with time and bit imagination and ingenuity versus something that is a Totally "Blind" unknown… That manifests itself into chin scratching FUD.
Like where is the actual
source of the error. I only stumbled upon that idea from putting together some anecdotal pieces like lego bricks in my mind over a period of time. (Grey cells working in the background). But still not definitive but would be solvable.
The point being
Knowing what an actual source of a problem is is much better than not knowing cuz then you can make the judgement call how to "Fix" that if you need to... Most people don't need to, or at least maybe the "Problem" is really not relevant to the type of work one has to do. There are no perfect machines but knowing what the tradeoff and strengths and weakness and inherent problems make it a LOT easier to make decisions.
Slowly I'm starting to understand why the HERMLE's are so good at what they do. No free lunch but some crafty design improvements I'm sure can put the MX-520 in a good sweet spot for the better part of a day.
____________________________________________________________________________
Long Story short: Any systematic error (as long as a machine has at least 1 really straight axis) I'm totally chill with even non linear and non-orthogonal problems … It's the non-systematic seemingly random problems and errors that get reported are a cause for concern.
I think that's what got OP's Goat he couldn't find the logic / seemed completely unresolvable by normal methods commonly available on the control. And it's really not obvious...

")