Rick Finsta
Stainless
- Joined
- Sep 27, 2017
New (and used) machines day! I needed another spindle to keep some of my products off backorder and also to support some additional job shop stuff I've taken on to help out a local shop with some growth issues. I was shopping for a used Speedio but after mucking about for a few months I just pulled the trigger on a new machine.
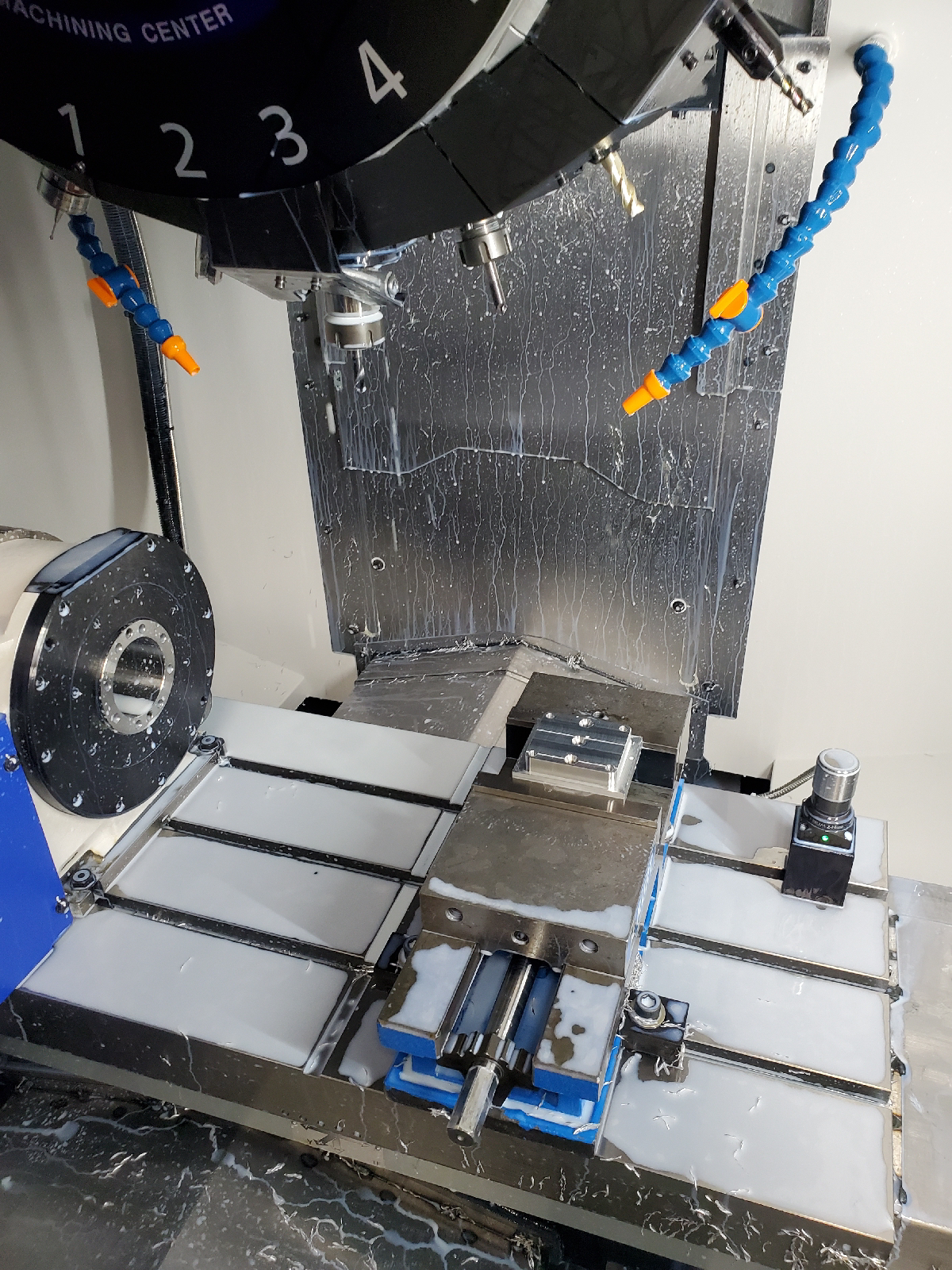
Speedio S700X2 with a T-200A 4th axis on it, 21-tools, 435psi TSC, Blum probing and toolsetting, and Amano mist collector. It has the 16k spindle and dual contact upgrade, which was on special (so I basically just had to buy the tool washdown option and got the spindle face upgrade for free). I also finagled a small tooling certificate to get me started with the BT30, and I've got a full shopping cart at Maritool for the rest of what I need.

Hardinge is placed. Can't say enough about P.W. Walsh here in Southeastern Wisconsin. They are a little expensive, but they are very, very good. I pay hourly and they always get the job done fast. I had the Speedio shipped directly to them, and they picked up this and another Hardinge GT yesterday and are delivering the Brother and my lathe today.

More to come!
Speedio S700X2 with a T-200A 4th axis on it, 21-tools, 435psi TSC, Blum probing and toolsetting, and Amano mist collector. It has the 16k spindle and dual contact upgrade, which was on special (so I basically just had to buy the tool washdown option and got the spindle face upgrade for free). I also finagled a small tooling certificate to get me started with the BT30, and I've got a full shopping cart at Maritool for the rest of what I need.
Hardinge is placed. Can't say enough about P.W. Walsh here in Southeastern Wisconsin. They are a little expensive, but they are very, very good. I pay hourly and they always get the job done fast. I had the Speedio shipped directly to them, and they picked up this and another Hardinge GT yesterday and are delivering the Brother and my lathe today.
More to come!