13engines
Stainless
- Joined
- Jun 30, 2015
- Location
- Saint Paul, MN
2000 Mori Seiki SL200-SMC 12 station all live turret. Fanuc 18iTA
I've been doing some alignment checking on my lathe and am finding that I'd like to rotate the turret to bring the Z axis tools into better position by 2 or 3 thou. I get less then a thou change in 9.5" of X travel measuring on a large precision parallel clamped in a tool space, but can't seem to set a bore in the Z axis to an X position that makes the Y position play along.
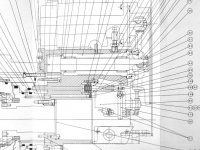
After staring at the parts book drawing I'm beginning to think that the way you adjust the turret rotation is by changing the grid shift, and not loosening bolts and pulling pins. The turret is driven by an absolute encoder servo motor driving a spur gear. The turret rotates without lateral movement on it's axis. I can hear and sense the hydraulic un-clamping and clamping of the turret. I haven't looked but am pretty sure there is a grid set for this servo as all the servo drives have battery backup going.
Anyone have experience with this? Am I on the right track?
Thanks for listening.
Dave
I've been doing some alignment checking on my lathe and am finding that I'd like to rotate the turret to bring the Z axis tools into better position by 2 or 3 thou. I get less then a thou change in 9.5" of X travel measuring on a large precision parallel clamped in a tool space, but can't seem to set a bore in the Z axis to an X position that makes the Y position play along.
After staring at the parts book drawing I'm beginning to think that the way you adjust the turret rotation is by changing the grid shift, and not loosening bolts and pulling pins. The turret is driven by an absolute encoder servo motor driving a spur gear. The turret rotates without lateral movement on it's axis. I can hear and sense the hydraulic un-clamping and clamping of the turret. I haven't looked but am pretty sure there is a grid set for this servo as all the servo drives have battery backup going.
Anyone have experience with this? Am I on the right track?
Thanks for listening.
Dave