zirconium
Plastic
- Joined
- Dec 30, 2007
- Location
- Bogotá Colombia
First at all:") Happy New Year for all of You!
Happy New Year for all of You!
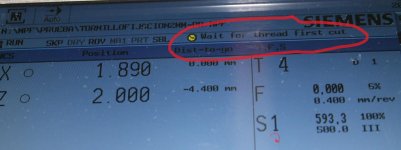
I have a trouble with sinumerik 808D control (mounted on a L28 cnc optimum lathe machine), when programming threading cycles (Cycle 99 or G33) the tool remains quiet no operation is performing and a "wait for first thread cut" line is displayed. This kind of messages have no mention in manuals of 808D. I keep the outmost care in programming parameters for cycle99 and with g33 but I can´t solve this question so I ask for help.
Facing, Profiling and Turning cycles have no problems.
Thank You.

Happy New Year for all of You!I have a trouble with sinumerik 808D control (mounted on a L28 cnc optimum lathe machine), when programming threading cycles (Cycle 99 or G33) the tool remains quiet no operation is performing and a "wait for first thread cut" line is displayed. This kind of messages have no mention in manuals of 808D. I keep the outmost care in programming parameters for cycle99 and with g33 but I can´t solve this question so I ask for help.
Facing, Profiling and Turning cycles have no problems.
Thank You.