TheWolfOfWalmart
Plastic
- Joined
- Nov 2, 2018
I'm currently machining modular fixture plate for my Haas Minimill. I wanted it to cover the whole bed So I split it between 3x 12" x 12" x .8" 4140 plates. This presents a challenge with indicating since this takes up all my Y travel. I have the 9x holes/counterbores machined for the fasteners that will be mounting them to the bed and will be using them as my datum for the remaining ops. So the idea is to get XY from the bore and rotate the WCS "square" to the plates with G68.
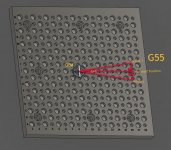
For my first plate, I probed one counterbore to G54(also used as axis of rotation) and another counterbore that is co-linear to the previous in X to G55. I drew the bore positions up in CAD to measure the angle I needed for G68. It worked but it also took way too long.
I know from previous posts that my probing solution is a trig function but I am woefully awful at math. Could someone maybe walk me through the trig and/or how I might write a probing cycle that will determine both the direction and value for rotation? Many thanks
For my first plate, I probed one counterbore to G54(also used as axis of rotation) and another counterbore that is co-linear to the previous in X to G55. I drew the bore positions up in CAD to measure the angle I needed for G68. It worked but it also took way too long.
I know from previous posts that my probing solution is a trig function but I am woefully awful at math. Could someone maybe walk me through the trig and/or how I might write a probing cycle that will determine both the direction and value for rotation? Many thanks
") I know the probing sub-program and where the variables are stored and all that. Just trying to understand the function itself
I know the probing sub-program and where the variables are stored and all that. Just trying to understand the function itself