AlfaGTA
Diamond
- Joined
- Dec 13, 2002
- Location
- Benicia California USA
Got everything cleaned up ready to assemble.
In my book this is the single most important part of a spindle overhaul.
You have to get everything spotless. Remove any traces of the old grease and remove any dirt or oil.
My technique goes something like this....
First off everything goes to the solvent tank and i sue a soft brush and solvent to remove all the big chunks.
Then i rinse in a tub of Simple Green. This get any solvent off and also can remove any remaining grease of dirt.
Then i give the part a HOT water rinse and low pressure air dry.
Parts are set in a sheet pan laid out on a lint free shop towel (the blue paper industrial ones made by Scott i think)
I then cover the parts with another towel and set aside.
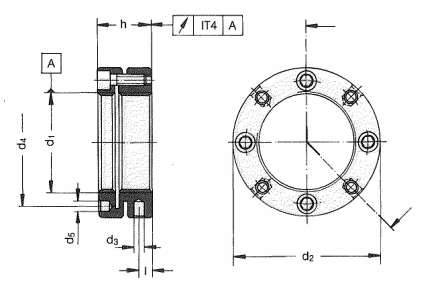
Here is a close up of one of the threst bearings. These are precision bearings and the type used here has only one ground concave ball track. The opposite race is flat.
This is done to prevent the thrust bearing form being a factor in the spindles rotation...the intent here is to allow all axial location to be dome by the needle bearings.

Flat race with contact mark on surface...keep the thrust washer facing the way it was on dis assembly.

Shot of the thrust balls with retainer. The retainer is made with an undercut that is a trap for old grease and dirt...be sure to clean every nook and cranny....
Balls should look bright as polished chrome....Races shouls like wise be bright and free from any pits or surface blemishes in the running areas.


I use an air engraver to mark the outside edges of the races and ball retainers so i can keep track of where everything came from. I keep a note sheet showing where the numbers fit in the assembly.
On the needle roller cages i mark them as to "TOP" the way the cage was fitted on the spindle...don't want to mix anything up.
I have rough cleaned all the parts, the spindle and the quill both inside and out....
Now to get serious.
Set aside a clean working area. A place free from drafts and open windows fans or air conditioning...you want still air a clean well lighted area away from chips and distractions.
I like to put down a clean sheet of kraft paper on the bench top, layout the cooking sheet with the parts and have the tools i will need on the bench.
The first assembly step for me is to check the spindle for wear.
I use aresol can "Carburetor" cleaner to wash every part just before assembly, followed by "Brake" cleaner spray and a dry low pressure air or lens dust spray.....
The reason for the two sprays is that i believe the carb cleaner cleans best, and has the best spray off power....but tends to eave a film on the parts...the Brake Clean seems to dry off clean....
Note: all spray off of parts is done well away form the work area...
I assemble the spindle DRY first..no lube on anything. I use dry industrial paper towels to wipe both the inner and outer races of spindle and quill.
The object here is to test the size and wear on the needle rollers, and for that things must be dry.
Here is the spindle with both needle roller cages fitted along with the lower thrust bearing. The thrust bearings are needed ot properly locate the spindle relative to the quill so that the rollers will be tested where they will run.

The quill is then just dropped over the spindle , then the upper thrust bearing installed along with the spacer washer and top adjusting nut. The nut is tightened up to leave everything just loose with some end play between the quill and spindle.
More to follow...
Cheers Ross
In my book this is the single most important part of a spindle overhaul.
You have to get everything spotless. Remove any traces of the old grease and remove any dirt or oil.
My technique goes something like this....
First off everything goes to the solvent tank and i sue a soft brush and solvent to remove all the big chunks.
Then i rinse in a tub of Simple Green. This get any solvent off and also can remove any remaining grease of dirt.
Then i give the part a HOT water rinse and low pressure air dry.
Parts are set in a sheet pan laid out on a lint free shop towel (the blue paper industrial ones made by Scott i think)
I then cover the parts with another towel and set aside.
Here is a close up of one of the threst bearings. These are precision bearings and the type used here has only one ground concave ball track. The opposite race is flat.
This is done to prevent the thrust bearing form being a factor in the spindles rotation...the intent here is to allow all axial location to be dome by the needle bearings.
Flat race with contact mark on surface...keep the thrust washer facing the way it was on dis assembly.
Shot of the thrust balls with retainer. The retainer is made with an undercut that is a trap for old grease and dirt...be sure to clean every nook and cranny....
Balls should look bright as polished chrome....Races shouls like wise be bright and free from any pits or surface blemishes in the running areas.
I use an air engraver to mark the outside edges of the races and ball retainers so i can keep track of where everything came from. I keep a note sheet showing where the numbers fit in the assembly.
On the needle roller cages i mark them as to "TOP" the way the cage was fitted on the spindle...don't want to mix anything up.
I have rough cleaned all the parts, the spindle and the quill both inside and out....
Now to get serious.
Set aside a clean working area. A place free from drafts and open windows fans or air conditioning...you want still air a clean well lighted area away from chips and distractions.
I like to put down a clean sheet of kraft paper on the bench top, layout the cooking sheet with the parts and have the tools i will need on the bench.
The first assembly step for me is to check the spindle for wear.
I use aresol can "Carburetor" cleaner to wash every part just before assembly, followed by "Brake" cleaner spray and a dry low pressure air or lens dust spray.....
The reason for the two sprays is that i believe the carb cleaner cleans best, and has the best spray off power....but tends to eave a film on the parts...the Brake Clean seems to dry off clean....
Note: all spray off of parts is done well away form the work area...
I assemble the spindle DRY first..no lube on anything. I use dry industrial paper towels to wipe both the inner and outer races of spindle and quill.
The object here is to test the size and wear on the needle rollers, and for that things must be dry.
Here is the spindle with both needle roller cages fitted along with the lower thrust bearing. The thrust bearings are needed ot properly locate the spindle relative to the quill so that the rollers will be tested where they will run.
The quill is then just dropped over the spindle , then the upper thrust bearing installed along with the spacer washer and top adjusting nut. The nut is tightened up to leave everything just loose with some end play between the quill and spindle.
More to follow...
Cheers Ross












")

")