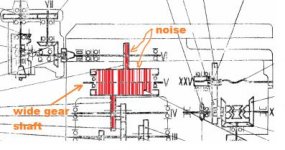
I have a problem with gears connecting gearbox with horizontal spindle.Noise reason is too big clearance between gears (spindle-wide gear).As You can see on the photo I put on feeler gauge between gears ,and there is 0,45mm.One way to fix that I'm gonna to try is to make the wide gear shaft eccentricity to reduce gear clearance,but there is one more gear under wide gear.It may transfer noise to lower gear connection.
About gear wear.Longest gear is not used on the ends because of machine construction,and this is strange because clearance is same at the ends and in the middle(gears not worn).
Do You have any ideas how to fix that noise?
When I bought this mill ,it was working quietly because of heavy black oil or grease.After cleaning and assembly it happens.
About gear wear.Longest gear is not used on the ends because of machine construction,and this is strange because clearance is same at the ends and in the middle(gears not worn).
Do You have any ideas how to fix that noise?
When I bought this mill ,it was working quietly because of heavy black oil or grease.After cleaning and assembly it happens.





") The entire rhythm portion of this is a totally worn-out 11" Peerless power hack, clanks bangs rattles and all -- that thing was loud.
The entire rhythm portion of this is a totally worn-out 11" Peerless power hack, clanks bangs rattles and all -- that thing was loud. That's all there is to it. Except in very specific circmstances, backlash doesn't hurt anything.
That's all there is to it. Except in very specific circmstances, backlash doesn't hurt anything.